2025年11月29日
タンク車群を完成させる
 完成したものと完成間近のものをとりあえず10輌並べた。仕上がりを揃えたいので、完成品も手近にないと具合が悪い。左上の3輌はドームを大きく改造したもので、滑り止め塗装の面積比が適当な値になった。左の4番目は完成間近のUP タンク車で5番目はSPである。これら二つはスクラッチ・ビルトである。UPの方はより詳しい図面が手に入ったので、少し出来が良くなった。
完成したものと完成間近のものをとりあえず10輌並べた。仕上がりを揃えたいので、完成品も手近にないと具合が悪い。左上の3輌はドームを大きく改造したもので、滑り止め塗装の面積比が適当な値になった。左の4番目は完成間近のUP タンク車で5番目はSPである。これら二つはスクラッチ・ビルトである。UPの方はより詳しい図面が手に入ったので、少し出来が良くなった。右はドームの多い群で、右下の4輌はTEXACO になる予定だ。これでTEXACO は17輌になる。3Dプリントの部品が使えるようになったので完成が早まった。この中の2輌は、”made in occupied Japan" の銘版が貼ってある。シカゴの大先輩の Mike Hill氏から戴いたものだ。
2025年11月27日
続 ore car の修正
Kadee の連結器は大まかに分けて、標準型とレイル方向の長さが 2/3 程度の短い物とに分かれる。
その短縮型 をいくつか持っていたので置いてみたら、車体ボルスタに当たらない位置に取付けられることが分かった。標準型はそのままではこの位置には取付けられない。連結器座を切って短くし、連結器の尻も切り捨てなければならない。これは意外と大変な作業であるが、出来たものの強度が大幅に低下してしまう。
をいくつか持っていたので置いてみたら、車体ボルスタに当たらない位置に取付けられることが分かった。標準型はそのままではこの位置には取付けられない。連結器座を切って短くし、連結器の尻も切り捨てなければならない。これは意外と大変な作業であるが、出来たものの強度が大幅に低下してしまう。
この短縮型のカプラは押した時にバネが縮み、戻るときに左右の復原をさせている。標準型は引いた時にバネが働いているから、戸惑う。以前はプラスティック製しかなかったが、最近は金属製もある。長い編成をつなぐ時にぶつけて壊すことを考えると、この投資は必要だろう。
ボルスタは日本製のプラスティック製が2個あった。これはカツミ製である。非常に良い材質の熱可塑性樹脂で中にM3のメネジが埋め込んである。
もう一つのボルスタは、木製キットの残材である。なかなか良い形をしている。どちらもスーパーXで接着した。
ジグでカプラ高さを決めて出来上がりだ。とはいうもののまだハシゴその他の針金工作が残っている。塗装はどうするか悩むところだ。この ore car はあと10輌ほど残っている。どうするか思案している。 手放すのが一番楽ではある。
その短縮型
 をいくつか持っていたので置いてみたら、車体ボルスタに当たらない位置に取付けられることが分かった。標準型はそのままではこの位置には取付けられない。連結器座を切って短くし、連結器の尻も切り捨てなければならない。これは意外と大変な作業であるが、出来たものの強度が大幅に低下してしまう。
をいくつか持っていたので置いてみたら、車体ボルスタに当たらない位置に取付けられることが分かった。標準型はそのままではこの位置には取付けられない。連結器座を切って短くし、連結器の尻も切り捨てなければならない。これは意外と大変な作業であるが、出来たものの強度が大幅に低下してしまう。この短縮型のカプラは押した時にバネが縮み、戻るときに左右の復原をさせている。標準型は引いた時にバネが働いているから、戸惑う。以前はプラスティック製しかなかったが、最近は金属製もある。長い編成をつなぐ時にぶつけて壊すことを考えると、この投資は必要だろう。
ボルスタは日本製のプラスティック製が2個あった。これはカツミ製である。非常に良い材質の熱可塑性樹脂で中にM3のメネジが埋め込んである。
もう一つのボルスタは、木製キットの残材である。なかなか良い形をしている。どちらもスーパーXで接着した。
ジグでカプラ高さを決めて出来上がりだ。とはいうもののまだハシゴその他の針金工作が残っている。塗装はどうするか悩むところだ。この ore car はあと10輌ほど残っている。どうするか思案している。 手放すのが一番楽ではある。
2025年11月25日
ore car の修正
Atlas のおかしなore car(鉱石運搬車)がまだかなりある。それらを修正しないととても気分が悪い。
 要はエンドビーム部分を切り取って縮め、ボルスタを切り外して新しいボルスタを付けて台車の位置を修正するだけのことである。但し、肝心のその台車が少ない。軸距離が小さくないと連結面からの飛び出し量が多く、当たってしまう。また、連結器座の面積が少なくなるので、通常の Kadee Coupler では場所がない。
要はエンドビーム部分を切り取って縮め、ボルスタを切り外して新しいボルスタを付けて台車の位置を修正するだけのことである。但し、肝心のその台車が少ない。軸距離が小さくないと連結面からの飛び出し量が多く、当たってしまう。また、連結器座の面積が少なくなるので、通常の Kadee Coupler では場所がない。
今までは台枠を切継いで作っていたが、今回は思い切って t 0.6 のブラス板を切って嵌め、それにボルスタその他を付けることにした。工作は非常に簡単になった。
台車は3つ(1輌半の分)しかなく、諦めていたが、ジャンク箱を探すとダイキャストの側枠がいくつか見つかった。台車ボルスタを通して車輪をはめるのだが、軸受のテーパ穴の深さが足らない。掘っていると割れてしまったので、結局のところ2輌が組めただけだ。
写真の右側の台車はダイキャスト製である。Athearn は、同じ型を使って左側のDelrin(ポリアセタールの一種)製台車を作った。極めて良く出来た設計である。
車輪はエンドビームより飛び出している。連結すれば当たらないことが分かるが、始めて見た人は驚く場合が多い。
 要はエンドビーム部分を切り取って縮め、ボルスタを切り外して新しいボルスタを付けて台車の位置を修正するだけのことである。但し、肝心のその台車が少ない。軸距離が小さくないと連結面からの飛び出し量が多く、当たってしまう。また、連結器座の面積が少なくなるので、通常の Kadee Coupler では場所がない。
要はエンドビーム部分を切り取って縮め、ボルスタを切り外して新しいボルスタを付けて台車の位置を修正するだけのことである。但し、肝心のその台車が少ない。軸距離が小さくないと連結面からの飛び出し量が多く、当たってしまう。また、連結器座の面積が少なくなるので、通常の Kadee Coupler では場所がない。今までは台枠を切継いで作っていたが、今回は思い切って t 0.6 のブラス板を切って嵌め、それにボルスタその他を付けることにした。工作は非常に簡単になった。
台車は3つ(1輌半の分)しかなく、諦めていたが、ジャンク箱を探すとダイキャストの側枠がいくつか見つかった。台車ボルスタを通して車輪をはめるのだが、軸受のテーパ穴の深さが足らない。掘っていると割れてしまったので、結局のところ2輌が組めただけだ。
写真の右側の台車はダイキャスト製である。Athearn は、同じ型を使って左側のDelrin(ポリアセタールの一種)製台車を作った。極めて良く出来た設計である。
車輪はエンドビームより飛び出している。連結すれば当たらないことが分かるが、始めて見た人は驚く場合が多い。
2025年11月23日
続 時間貸しレイアウト
コメントでギヤ比の話が出た。非常に納得できる話である。高ギヤ比は最高速を抑えているという話だ。
日本の模型は長らくその方式を採っていた。12 Vを掛けてもあまり速くなかったことを思い出す。効率の良くないモータと怪しい歯車装置しかなかった時代であれば、それは最も安直な方法だろう。当然低速では牽引力はあまり期待できない。高速での音はすさまじかった。
Nゲージファンから興味深い情報が来た。最近の鉄道模型誌では既存の模型に新しいモータを積み替える記事が多い紹介されたそうだ。そうすると猛烈な速度が出る。貸しレイアウトの店主が電圧制限をしていても、猛スピードが可能になるらしい。いたちごっこであるから、スケールスピードということを考える人が居ない多数にならない限り解決策はない。
高効率ギヤも無負荷で 12 Vを掛けると、とても速いはずだ。それを見て、「こんなに速いのはおかしい。」と言う人が居るが、動力機械というものはそういうものである。効率が良いから無負荷では速いのが当然なのだ。実物は空気抵抗がすべてを決めているから、それなりの速度に落ち着く。模型では空気抵抗は計算する意味がない。
適切な負荷を掛けた時の挙動ということを考えられないならば、理解は難しいだろう。
註 Nゲージのモータ取り替え記事は1回しか掲載されていないという御指摘があったので修正させて戴く。
日本の模型は長らくその方式を採っていた。12 Vを掛けてもあまり速くなかったことを思い出す。効率の良くないモータと怪しい歯車装置しかなかった時代であれば、それは最も安直な方法だろう。当然低速では牽引力はあまり期待できない。高速での音はすさまじかった。
Nゲージファンから興味深い情報が来た。最近の鉄道模型誌で
高効率ギヤも無負荷で 12 Vを掛けると、とても速いはずだ。それを見て、「こんなに速いのはおかしい。」と言う人が居るが、動力機械というものはそういうものである。効率が良いから無負荷では速いのが当然なのだ。実物は空気抵抗がすべてを決めているから、それなりの速度に落ち着く。模型では空気抵抗は計算する意味がない。
適切な負荷を掛けた時の挙動ということを考えられないならば、理解は難しいだろう。
註 Nゲージのモータ取り替え記事は1回しか掲載されていないという御指摘があったので修正させて戴く。
2025年11月21日
時間貸しレイアウト
先の記事の時間貸しレイアウトでは猛スピードで走らせているという話を紹介したが、「そんなことはない」、「見たこともない」という意見がいくつか来た。これも、否定の証明は困難だということがお分かりにならない方々のようだ。先日、筆者は実際に行って確かめてきた。実際に高速で走らせている人は居る。
そんな中でTavata氏から興味深い話を聞かせてもらったので紹介する。
テレビで芸能人の複数人がシーナリーつきレンタルレイアウトで運転体験する番組がありました(確か、本ブログに以前にもコメントした記憶があります) 。
もう一つ、別の方から興味深い話を聞いた。子供が全速力で走らせて動きにくくなってきた時に、「掃除機で吸いながら歯ブラシで裏を擦ると直るんだよ。」と教えて上げたら、親から感謝されたそうだ。線路上にある綿ぼこりなどの量は無視できないのだろう。しかしその子供はまた全速力で走らせていたそうだ。困ったものだ。
貸しレイアウトの経営者は、スケールスピードを守れば実感的に見えるということを教えるべきだろう。
そんな中でTavata氏から興味深い話を聞かせてもらったので紹介する。
テレビで芸能人の複数人がシーナリーつきレンタルレイアウトで運転
その中で、若い女性タレントが競走運転を提案しました。これ自体は知識のないタレントなら仕方ないことなのですが、横にいた解説役の模型店スタッフ(しかも日本を代表する模型メーカーの社員)が是正する解説をするどころか、ニコニコしているだけだったのです。そのことが私にはとても残念でした。彼には「鉄道模型は鑑賞趣味なので、実物と同じように駅と駅の間を数分かけて走らせてみてください。そうすれば街も車輌も鑑賞できますよ。お酒を飲みながら楽しめるような、大人の趣味です。」などと助言をして欲しかったと思います。
もう一つ、別の方から興味深い話を聞いた。子供が全速力で走らせて動きにくくなってきた時に、「掃除機で吸いながら歯ブラシで裏を擦ると直るんだよ。」と教えて上げたら、親から感謝されたそうだ。線路上にある綿ぼこりなどの量は無視できないのだろう。しかしその子供はまた全速力で走らせていたそうだ。困ったものだ。
貸しレイアウトの経営者は、スケールスピードを守れば実感的に見えるということを教えるべきだろう。
2025年11月19日
tanker を作る
作り掛けのタンク車を一挙に6輌完成へと動いている。この2輌はもう3年近く進捗がなかったが、一気に完成させることにした。
 この 6-dome が実物にあるかどうかは、やや怪しくなってきた。50年程前テキサスに行ったときに、うち捨てられた6ドームのタンク車を見た。後に大陥没を起こした岩塩鉱山の近くだ。実はその時、Jefferson Lakeの硫黄鉱山を見学に行ったのだ。だからそれが頭の中で結び付いてしまった。そのうちにAHMの怪しげな6ドームのキットを見てやはり在ったのだと納得したが、友人の話ではそれはフリーランスで実際にはなかったらしい。しかし否定の証明は難しく、筆者の見たものは何だったのだろうかということになった。実物の色は黄色ではなかったがそのHO模型は黄色であった。
この 6-dome が実物にあるかどうかは、やや怪しくなってきた。50年程前テキサスに行ったときに、うち捨てられた6ドームのタンク車を見た。後に大陥没を起こした岩塩鉱山の近くだ。実はその時、Jefferson Lakeの硫黄鉱山を見学に行ったのだ。だからそれが頭の中で結び付いてしまった。そのうちにAHMの怪しげな6ドームのキットを見てやはり在ったのだと納得したが、友人の話ではそれはフリーランスで実際にはなかったらしい。しかし否定の証明は難しく、筆者の見たものは何だったのだろうかということになった。実物の色は黄色ではなかったがそのHO模型は黄色であった。
塗色はこれから検討せねばならないが、そのHOモデルもなかなか良い。思い切って騙されてみようかということになりそうだ。
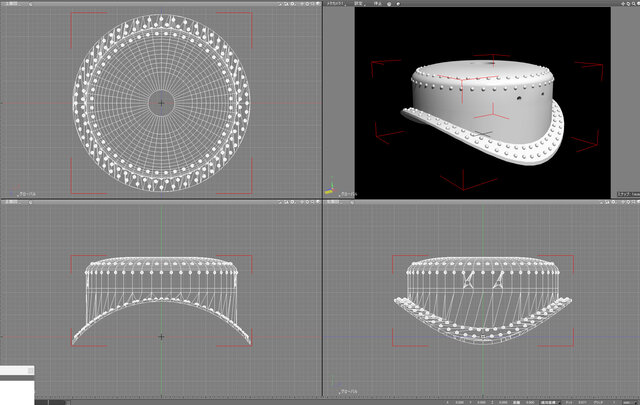
3D の師のS氏が作ってくれたドームである。細いタンクに太くて高いドームが好対照だ。
右のタンク車はUPの12500ガロン燃料用タンク車で、筆者の好きな形である。クラブのO氏がドームを作ってくれた。大径で低いドームである。まだ完全には削ってなくて多角形の稜線が見える。軽くヤスリを掛けて艶消し塗装すると全く見えなくなる。
この貨車は市販品がなく、いつの日か時間があればあと数輌作りたい。歩み板を作り、ハシゴもそれに合わせて作った。あとは線を通して出来上がりだ。こういう仕事は楽しい。
塗色はこれから検討せねばならないが、そのHOモデルもなかなか良い。思い切って騙されてみようかということになりそうだ。
3D の師のS氏が作ってくれたドームである。細いタンクに太くて高いドームが好対照だ。
右のタンク車はUPの12500ガロン燃料用タンク車で、筆者の好きな形である。クラブのO氏がドームを作ってくれた。大径で低いドームである。まだ完全には削ってなくて多角形の稜線が見える。軽くヤスリを掛けて艶消し塗装すると全く見えなくなる。
この貨車は市販品がなく、いつの日か時間があればあと数輌作りたい。歩み板を作り、ハシゴもそれに合わせて作った。あとは線を通して出来上がりだ。こういう仕事は楽しい。
2025年11月17日
tanker の改良
 懸案のタンク車を作り替えた。一つは以前から問題になっていた小さなドームのUP貨車だ。ハンダ付けを外すと塗装が傷むのでカッティング・ディスクで切り落とした。蓋や安全弁はハンダを外して回収し、再利用した。これで妙に小さいドームの車輌が無くなった。2輌目である。
懸案のタンク車を作り替えた。一つは以前から問題になっていた小さなドームのUP貨車だ。ハンダ付けを外すと塗装が傷むのでカッティング・ディスクで切り落とした。蓋や安全弁はハンダを外して回収し、再利用した。これで妙に小さいドームの車輌が無くなった。2輌目である。3Dプリントでの作例を見て、とても気に入ったので製作をお願いした。ドーム頂部の丸味は段があったので、軽くヤスリを掛けたら見えなくなった。リヴェットがあるから丁寧に削り取った。側面もわずかに多角形のように見えるので、ここも軽く削り取った。あまり丁寧にやらなくても艶消し塗装をかけるので見えない筈だ。蓋と安全弁を付けて、本体にスーパーXで取り付けた。ついでに少し補重して基準に合わせた。

 こちらはLobaughの大型タンク車だ。タンク本体の出来はすこぶる良いが、台枠のプレスが甘く、不満だ。ドームの耳のような安全弁も気に入らない。Southern Pacificの写真集を見て、それらしいものを探して作った。いずれ、下廻りも改装したいものだ。
こちらはLobaughの大型タンク車だ。タンク本体の出来はすこぶる良いが、台枠のプレスが甘く、不満だ。ドームの耳のような安全弁も気に入らない。Southern Pacificの写真集を見て、それらしいものを探して作った。いずれ、下廻りも改装したいものだ。どちらも半艶消しとした。ミッチャクロンをプライマーとして塗った。金属にもプラスティックにもよく効果があり、このような改造品には適する。
他にもいくつか直したいものがある。
2025年11月15日
続々々 鉄道模型の死
鉄道模型の死は刻々と近付いているが、むしろ殺している人が増えているとの意見も戴いた。
それは時間貸しのレイアウトであるというのだ。筆者はそういう場所に行ったことがないが、その種の話は聞いている。
買ったものをどさっと持って行って、全速力で走らせるのだそうだ。時間が限られているので、なるべく長距離を走らせて「モトを取る」という。
高電圧を掛けて走らせるので、車輌の性能などは全く分からなくなる。スケールスピードは完全に無視されている。低速での牽き出しなど、考える人は居ないらしい。
最近は電車模型が主流で、長い貨物列車を牽くなどは考えもしないことらしい。Kadee coupler による入換など考える余地がないのだ。
とにかく、買ったものをギャーと走らせておしまいでも、「鉄道模型を楽しんでいる」ことになるようだ。
今後、雑誌はどの方向に向けて進んで行くのであろうか。筆者には皆目見当が付かないが、今までのやり方で良いとは思っていない。彼らは現実を見据えた上で、将来への展望というものを持っているかどうかが問題だ。
走らせることを前提としない箱庭を賞味することで終わっているなら、未来はない。
それは時間貸しのレイアウトであるというのだ。筆者はそういう場所に行ったことがないが、その種の話は聞いている。
買ったものをどさっと持って行って、全速力で走らせるのだそうだ。時間が限られているので、なるべく長距離を走らせて「モトを取る」という。
高電圧を掛けて走らせるので、車輌の性能などは全く分からなくなる。スケールスピードは完全に無視されている。低速での牽き出しなど、考える人は居ないらしい。
最近は電車模型が主流で、長い貨物列車を牽くなどは考えもしないことらしい。Kadee coupler による入換など考える余地がないのだ。
とにかく、買ったものをギャーと走らせておしまいでも、「鉄道模型を楽しんでいる」ことになるようだ。
今後、雑誌はどの方向に向けて進んで行くのであろうか。筆者には皆目見当が付かないが、今までのやり方で良いとは思っていない。彼らは現実を見据えた上で、将来への展望というものを持っているかどうかが問題だ。
走らせることを前提としない箱庭を賞味することで終わっているなら、未来はない。
2025年11月13日
続々 鉄道模型の死
動力車は金属製の台枠を持つはずだ。これを3Dプリントで作る人は稀だろう。耐油性を考えると現在の樹脂では無理なものが大半だし、大きな荷重が掛かるとクリープが起こり、修復不能になる。中には耐油性、耐クリープ性を持つものもあるが、そういうものは粗粒面になるから、外観材料としては適さない。特に小サイズの模型には向かない。
模型誌のあるべき姿として、モータ、歯車、ギヤボックス、反トルク機構、連動の方法、効率を上げる方法などを専門家に依頼して特集を組むべきだと考える。
先日のJAMで配られた冊子の表紙となっている伝導機構などは最も避けるべき部類に属するが、それに気が付いていない。
ギヤ比もいまだに1:30位が良いという人が居る。効率が良い伝導機構であれば、1:10以下でも何ら問題がない。負荷が掛かった時に回転が下がったことによってトルクが生じることに気が付いていない。登り坂、急カーヴで抵抗が増すと速度が落ちるのが自然であるのに、一定速度で走り続ける玩具のような模型が良いという人もかなり居る。
貫名英一氏らの努力でHOでも高効率ギヤが普及し始めた。元々はOスケールのためのギヤとして開発されたが、彼らの依頼でHO用に修正したものである。極めて調子が良いらしく、このような動画が公開されている。
この種の情報がTMSによって握りつぶされていると主張する人も居る。
”走り”は模型の非常に大きな要素である。static(静的)なものしか載っていない模型雑誌は、その存在意味が大きく欠損しているという意見も来ている。
模型誌のあるべき姿として、モータ、歯車、ギヤボックス、反トルク機構、連動の方法、効率を上げる方法などを専門家に依頼して特集を組むべきだと考える。
先日のJAMで配られた冊子の表紙となっている伝導機構などは最も避けるべき部類に属するが、それに気が付いていない。
ギヤ比もいまだに1:30位が良いという人が居る。効率が良い伝導機構であれば、1:10以下でも何ら問題がない。負荷が掛かった時に回転が下がったことによってトルクが生じることに気が付いていない。登り坂、急カーヴで抵抗が増すと速度が落ちるのが自然であるのに、一定速度で走り続ける玩具のような模型が良いという人もかなり居る。
貫名英一氏らの努力でHOでも高効率ギヤが普及し始めた。元々はOスケールのためのギヤとして開発されたが、彼らの依頼でHO用に修正したものである。極めて調子が良いらしく、このような動画が公開されている。
この種の情報がTMSによって握りつぶされていると主張する人も居る。
”走り”は模型の非常に大きな要素である。static(静的)なものしか載っていない模型雑誌は、その存在意味が大きく欠損しているという意見も来ている。
2025年11月11日
続 鉄道模型の死
スクラッチ・ビルディングについての意見も多い。
筆者はフル・スクラッチ工作をほとんどしなくなった。ジャンクを手直しして上廻りを仕上げ、下廻りは自作することが多い。これは時間を大きく節約しながら、走行性能が格段に良い模型を作る最も良い方法である。
先日友人が、ある行事に出席したときのことを語った。
デッキの付いたF級電気機関車の製作途上のものを見せられたという。上廻りの工作は綺麗であった。リヴェットはフライス盤で孔をあけ、線を通してハンダ付けしたらしい。当然リヴェット間隔は揃っていたそうだ。下廻りを作らねばならないが、材料を買わねばならないのでその資金捻出のためにフライス盤を売ってしまったという。
外観を作るためには機械が必要で、機構部分は手で作るということらしい。これはとんでもない間違いである。機構部分こそ機械で作り、リヴェットは押し出せばよい。難しい話ではない。
どうしてこのような発想に至ったのか、まったく不明である。その屋根は縦に切り継いであったそうだ。要するに正確に曲げられず、直さざるを得なかったのだ。これは設計時に作り方を考えていなかったからだろう。どのような工程を経れば正確に出来るかということを考えていない人が、フライス盤でリヴェット間隔を正確に作っても意味はないはずだ。
筆者はフル・スクラッチ工作をほとんどしなくなった。ジャンクを手直しして上廻りを仕上げ、下廻りは自作することが多い。これは時間を大きく節約しながら、走行性能が格段に良い模型を作る最も良い方法である。
先日友人が、ある行事に出席したときのことを語った。
デッキの付いたF級電気機関車の製作途上のものを見せられたという。上廻りの工作は綺麗であった。リヴェットはフライス盤で孔をあけ、線を通してハンダ付けしたらしい。当然リヴェット間隔は揃っていたそうだ。下廻りを作らねばならないが、材料を買わねばならないのでその資金捻出のためにフライス盤を売ってしまったという。
外観を作るためには機械が必要で、機構部分は手で作るということらしい。これはとんでもない間違いである。機構部分こそ機械で作り、リヴェットは押し出せばよい。難しい話ではない。
どうしてこのような発想に至ったのか、まったく不明である。その屋根は縦に切り継いであったそうだ。要するに正確に曲げられず、直さざるを得なかったのだ。これは設計時に作り方を考えていなかったからだろう。どのような工程を経れば正確に出来るかということを考えていない人が、フライス盤でリヴェット間隔を正確に作っても意味はないはずだ。
2025年11月09日
鉄道模型の死
最近の記事で「鉄道模型の死」という言葉を出したところ、多くの方から連絡を受けた。
・まったくその通りで、このままでは壊滅的な状態になる。既にその予兆がある。
・3Dプリントの作品を見るが、10年後どうなっているかなんて誰も考えていない。
・走りを改善した模型を見せて貰うと、まだやるべきことはいくらでもあると感じる。
・TMSの姿勢はおかしい。もっと車輛工作の記事を増やすべきだ。
・最近のこのブログの記事を読むと、TMSがいかに技術的な裏付けのない記事を流布してきたかが明らかになった。シロウトがもったい付けて書いているがでたらめなものが多かったことが分かった。
・自称プロの人たちの公表している工作手法の動画には怪しいものもある。
鉄道模型の死という言葉を出したのは吉岡精一氏である。2014年にもその記事を書いているが、その時はそれほど大きな反響は無かった。今回の反響の大きさは、それだけ切実になったということなのだろう。
・まったくその通りで、このままでは壊滅的な状態になる。既にその予兆がある。
・3Dプリントの作品を見るが、10年後どうなっているかなんて誰も考えていない。
・走りを改善した模型を見せて貰うと、まだやるべきことはいくらでもあると感じる。
・TMSの姿勢はおかしい。もっと車輛工作の記事を増やすべきだ。
・最近のこのブログの記事を読むと、TMSがいかに技術的な裏付けのない記事を流布してきたかが明らかになった。シロウトがもったい付けて書いているがでたらめなものが多かったことが分かった。
・自称プロの人たちの公表している工作手法の動画には怪しいものもある。
鉄道模型の死という言葉を出したのは吉岡精一氏である。2014年にもその記事を書いているが、その時はそれほど大きな反響は無かった。今回の反響の大きさは、それだけ切実になったということなのだろう。
2025年11月07日
物理実験 II
重い貨車を手で押してみると、さすがは日本製ボールベアリングのおかげできわめて軽く転がる。ところがある場所で止まりやすい。レイアウト台枠に目を添わせてみると、その部分が低くなっている。事前に見た時はそんな凹みは無かった。
その低い部分は車輌がやってくると沈んだのである。仕方なく、「通り」を見てみると、1 mm弱沈む。通常は軸重が 1 N(100 g重)程度の線密度が小さい列車だが、今回は線密度が極めて大きく、集中して力が加えられている。軸重は15 N もある(通りとは建築用語で、まっすぐかどうかを見る操作とその結果を表す言葉)。
仕方が無いから、その部分につっかい棒を立てた。 実際に走らせてみて、止まる気配がなくなるようにした。都合6本の支えを入れ、クサビで押し上げた。こうすれば線路は十分に平らに出来る。
このレイアウトは薄肉鋼製パイプで出来た骨組に堅いランバーコアという合板を貼り、その先端には太い材料が貼ってある。剛性は十分であったはずだが、この試験線は手前の端に近いところであり、撓み易いわけだ。もっと奥の方でやれば撓みはかなり少ないだろう。
ともかく、片持ち構造では多少の撓みが出ることが判明したので、太い角材を立てて持ち上げた。たまたま太い角材が倉庫にあったので助かった。その柱がなければこの実験は断念せねばならないところだった。
その後の調査で、内側の線路の平面性が極めて良く、この非常に重い貨車を転がしてもどこにでも止まっていられることが分かった。その線路で再度実験をやり直すことにする。
その低い部分は車輌がやってくると沈んだのである。仕方なく、「通り」を見てみると、1 mm弱沈む。通常は軸重が 1 N(100 g重)程度の線密度が小さい列車だが、今回は線密度が極めて大きく、集中して力が加えられている。軸重は15 N もある(通りとは建築用語で、まっすぐかどうかを見る操作とその結果を表す言葉)。
仕方が無いから、その部分につっかい棒を立てた。 実際に走らせてみて、止まる気配がなくなるようにした。都合6本の支えを入れ、クサビで押し上げた。こうすれば線路は十分に平らに出来る。
このレイアウトは薄肉鋼製パイプで出来た骨組に堅いランバーコアという合板を貼り、その先端には太い材料が貼ってある。剛性は十分であったはずだが、この試験線は手前の端に近いところであり、撓み易いわけだ。もっと奥の方でやれば撓みはかなり少ないだろう。
ともかく、片持ち構造では多少の撓みが出ることが判明したので、太い角材を立てて持ち上げた。たまたま太い角材が倉庫にあったので助かった。その柱がなければこの実験は断念せねばならないところだった。
その後の調査で、内側の線路の平面性が極めて良く、この非常に重い貨車を転がしてもどこにでも止まっていられることが分かった。その線路で再度実験をやり直すことにする。
2025年11月05日
物理実験 I
 鉛を満載した貨車を小さな機関車が牽き、その加速度を求めて牽引力を算出するという実験をした。
鉛を満載した貨車を小さな機関車が牽き、その加速度を求めて牽引力を算出するという実験をした。鉛は融かして注ぎ込んでも良かったが、どう考えてもその体積では15 kg程度である。ブロックを鋳造してそれを積み上げれば、25 kgくらいにはなる。荷台は 20x9の断面を持つ SS400角棒を付けた鉄板の箱で、簡易計算では 80 kgを載せても座屈しないはずだ。しかし、24 kg載せるとかなり撓むのが見えた。少々みっともないので、裏向きに油圧プレスに載せて1.2 kN(約120 kgw)掛けて曲げ、わずかに逆反りさせた。要するに「むくり」(英語では camber と言い、漢字では起りと書く)を付けたのだ。これは非常にうまく行き、24 kgでレイル面と平行になって気分が良い。
 貨車だけで 3 kg強ある。簡易連結器を付けて引っ張る。最初は押すことを考えていたが、さほど速度も上がらず手で止めても危険ではなかった。直線しか走らないので左右への偏倚は考えなかった。試しに半径 2900 mmではこんな調子で、とても無理だ。信号機に当たる可能性がある。
貨車だけで 3 kg強ある。簡易連結器を付けて引っ張る。最初は押すことを考えていたが、さほど速度も上がらず手で止めても危険ではなかった。直線しか走らないので左右への偏倚は考えなかった。試しに半径 2900 mmではこんな調子で、とても無理だ。信号機に当たる可能性がある。高精度ボールベアリングの性能は極めて良く、摩擦は極めて小さいので補正量はわずかだ。
試運転で問題が起きた。
2025年11月03日
続 KKCの総会に出席
会場ではTMSの編集長にも会った。こちらも到着したばかりの時で、挨拶されて驚いた。新社屋から近いので、来やすいのであろう。
昨今の号にはレイアウト・セクションの記事が多過ぎるという話をした。また、レイルが接続されることがないセクションを紹介するのはいかがなものか、と指摘した。
ついでにもう1年近く前に送った慣性増大装置の記事について話した。動画のリンクを同時に掲載しようということになった。博物館には来訪したいとのことで、楽しみにしていると伝えた。
博物館に来訪した友人と会うと、「また行きたい」と要請された。前回は3時間程度の滞在であったが、もう少し長く居たいとのことだった。
持って行ったブラスの角材はよく売れて、一部品切れとなった。50 cmでどれでも 一本50円という破格の値段だったので、ごっそり買う人も居た。重いものを持って行った価値があった。
前回は厚いブラス板を持って行ったが、何枚か売れて驚いた。
その種の材料は廃金属商から手に入れるので、会合の最後にそのテクニックを公開したら、爆笑であった。
昨今の号にはレイアウト・セクションの記事が多過ぎるという話をした。また、レイルが接続されることがないセクションを紹介するのはいかがなものか、と指摘した。
ついでにもう1年近く前に送った慣性増大装置の記事について話した。動画のリンクを同時に掲載しようということになった。博物館には来訪したいとのことで、楽しみにしていると伝えた。
博物館に来訪した友人と会うと、「また行きたい」と要請された。前回は3時間程度の滞在であったが、もう少し長く居たいとのことだった。
持って行ったブラスの角材はよく売れて、一部品切れとなった。50 cmでどれでも 一本50円という破格の値段だったので、ごっそり買う人も居た。重いものを持って行った価値があった。
前回は厚いブラス板を持って行ったが、何枚か売れて驚いた。
その種の材料は廃金属商から手に入れるので、会合の最後にそのテクニックを公開したら、爆笑であった。
2025年11月01日
KKCの総会に出席
26日にKKCの総会があった。今年は動力車の新作がなかったので、金属材料を持って行っただけだ。一年に一回くらいは友人と会っていろいろな話をしたいわけである。
KKCとは今野喜郎氏が率いる工作派の集団で、小型機、古典機、地方鉄道の頭文字を取ったものらしい。筆者はそのどれにも関係がない異端者であるから、開き直って高効率、高出力、超大型と称してごまかしている。
KKCには金属工作が得意な人が沢山いる。TMSの過去号を開けば、名前を見つけるのは容易だ。
会場では机を貰っているので、そこに見せたいものを並べて訪問者と話をするという形式を採っている。最後の1時間半には全体の前で各人が1分から3分程度の話をする時間を設けている。このような発表の時間があるというのは良いことだ。日本のクラブではあまりないのではないか。
アメリカでは、”Show and Tell” という自己発表の練習を小学校からやっているので、彼らはこのようなことに慣れている。日本ではあまりやらない。単に挨拶と、何をやっているか程度で終わってしまう。
アメリカでは、短い時間ではあるがそこに起承転結を入れて、ユーモアのある発表をすると評価されることが多い。日本のクラブでもそのような方式を取り入れてはどうだろうか。
伊藤 剛氏はその種のお話の達人であった。クラブの会合では皆がそれを聞くのを楽しみにしていたのだ。
KKCとは今野喜郎氏が率いる工作派の集団で、小型機、古典機、地方鉄道の頭文字を取ったものらしい。筆者はそのどれにも関係がない異端者であるから、開き直って高効率、高出力、超大型と称してごまかしている。
KKCには金属工作が得意な人が沢山いる。TMSの過去号を開けば、名前を見つけるのは容易だ。
会場では机を貰っているので、そこに見せたいものを並べて訪問者と話をするという形式を採っている。最後の1時間半には全体の前で各人が1分から3分程度の話をする時間を設けている。このような発表の時間があるというのは良いことだ。日本のクラブではあまりないのではないか。
アメリカでは、”Show and Tell” という自己発表の練習を小学校からやっているので、彼らはこのようなことに慣れている。日本ではあまりやらない。単に挨拶と、何をやっているか程度で終わってしまう。
アメリカでは、短い時間ではあるがそこに起承転結を入れて、ユーモアのある発表をすると評価されることが多い。日本のクラブでもそのような方式を取り入れてはどうだろうか。
伊藤 剛氏はその種のお話の達人であった。クラブの会合では皆がそれを聞くのを楽しみにしていたのだ。
2025年10月30日
ゴムチューブの問題
ゴムチューブ駆動で問題ない、と思っている人は意外と多い。見せてもらうと明らかにおかしいのだが、気が付いていない。低速で走るとしゃくるのである。早く走らせればバレないと、思い切り飛ばしておしまいにする人も居る。
ゴムはまっすぐに保持していれば問題は少ないように見える(重力場の中では多少の曲がりが出来てしまう)が、かなりの角度で曲がったままの状態でも「これで良い」と言い張る人が居るのには驚く。そもそもゴムチューブは納品されたときに既に曲がっている。その曲がりはいつまで経っても是正されない。
ゴムは内部損失が大きい。すなわち防音材、防震材としては適性を持つ。トルクを伝達するものとしては非常に都合が悪いものだが、「動くから問題ない」と聞く耳持たずの人が居るのは残念だ。別の方法で高効率、高耐久性のあるものはある。角速度を一定にする方法も確立されているが、それでもゴムで良いと言い張る。これは「観測能力の不足」である。小中学校で理科の時間に何をしていたかを思い出すべきである。
また、こういう人ほど声が大きいのも困ったものである。
ゴムはまっすぐに保持していれば問題は少ないように見える(重力場の中では多少の曲がりが出来てしまう)が、かなりの角度で曲がったままの状態でも「これで良い」と言い張る人が居るのには驚く。そもそもゴムチューブは納品されたときに既に曲がっている。その曲がりはいつまで経っても是正されない。
ゴムは内部損失が大きい。すなわち防音材、防震材としては適性を持つ。トルクを伝達するものとしては非常に都合が悪いものだが、「動くから問題ない」と聞く耳持たずの人が居るのは残念だ。別の方法で高効率、高耐久性のあるものはある。角速度を一定にする方法も確立されているが、それでもゴムで良いと言い張る。これは「観測能力の不足」である。小中学校で理科の時間に何をしていたかを思い出すべきである。
また、こういう人ほど声が大きいのも困ったものである。
2025年10月28日
続々 またまたスクラッチ・ビルディング論議
機関車は下廻りを完全に作り替える。使える部品を残し、寸法を取ってゴミ箱に叩き込むことが多い。動輪は測定して精度のないものは廃棄し、日本製に取り換える。車軸、ギヤ関係は新製する。こういうことも工作機械があればこそだ。
韓国製のものであっても、上廻りはかなり正確に出来ていることが多い。ハンダ付けの不備さえ直せれば使える。しかし、キャブは作り替えた方が良いことが多い。大型機の場合は、後部が絞られているのだが、それを知らないで作った場合が多々ある。また、板がエッチングしてあるので軟らかく、持つと歪むことがある。硬い板で作り替えると安心だ。
ろくに走らなかった機関車が、押して動き、低電流で滑るように走るのを見るのは至福の時である。歯車は筆者設計のものである。HO用のものは供給が途絶えていたが、間もなく潤沢に供給できることになった。しばらくお待ち戴きたい。
韓国製のものであっても、上廻りはかなり正確に出来ていることが多い。ハンダ付けの不備さえ直せれば使える。しかし、キャブは作り替えた方が良いことが多い。大型機の場合は、後部が絞られているのだが、それを知らないで作った場合が多々ある。また、板がエッチングしてあるので軟らかく、持つと歪むことがある。硬い板で作り替えると安心だ。
ろくに走らなかった機関車が、押して動き、低電流で滑るように走るのを見るのは至福の時である。歯車は筆者設計のものである。HO用のものは供給が途絶えていたが、間もなく潤沢に供給できることになった。しばらくお待ち戴きたい。
2025年10月26日
続 またまたスクラッチ・ビルディング論議
筆者はほとんどスクラッチ・ビルディングをしなくなった。最近のことを思い出すと、2年ほど前にタンク車を2輌作ったのが最後のような気がする。それもエッチングの歩み板を切ったものがパーツとして見つかったからで、全てを作ったわけではない。タンク車は見かけより作るのが簡単で、完成した時の評判が良い。
出来そこないのキット組をばらして作り直すことが多い。こういうものはジャンクで安価に購入してあり、切り刻んでも気が楽である。背骨の強度を上げ、荒っぽい連結作業でも決して壊れないようにしてある。
「キットは素材」という言葉に違和感を感じた人も居られるとは思うが、本当である。元のジャンクを売り渡した本人に見せると愕然とする。買い戻したいという人が多いがお断りしている。そういう状態を保つと、次のジャンクを紹介してくれる可能性が高まる。すべてを作り出すのと比較すると時間が大幅に節約され、効率的である。
こういうことをやっていると工作機械を持つ価値が分かる。足らない部品も簡単に自作でき、高精度である。
出来そこないのキット組をばらして作り直すことが多い。こういうものはジャンクで安価に購入してあり、切り刻んでも気が楽である。背骨の強度を上げ、荒っぽい連結作業でも決して壊れないようにしてある。
「キットは素材」という言葉に違和感を感じた人も居られるとは思うが、本当である。元のジャンクを売り渡した本人に見せると愕然とする。買い戻したいという人が多いがお断りしている。そういう状態を保つと、次のジャンクを紹介してくれる可能性が高まる。すべてを作り出すのと比較すると時間が大幅に節約され、効率的である。
こういうことをやっていると工作機械を持つ価値が分かる。足らない部品も簡単に自作でき、高精度である。
2025年10月24日
またまたスクラッチ・ビルディング論議
最近の記事を巡って多くの連絡を受けた。どれも「正論だ。もっと書け。」というものだった。
「鉄道模型の死という言葉はかなり刺激的だが、その通りだ。金属工作が出来なければプラレールを買い集めるのと同じだ。」という意見も戴いている。
 さて、コメントでキット・ビルディングをしている方から、「評価」を求められた。趣味だから評価などできるわけはないのだが、筆者の姿勢を伝えた。筆者はキットを組むのに費やす比率が非常に大きい。たくさん並べて同時にやっている。最低5輌は同時に組む。そうしないと無駄が多いからだ。
さて、コメントでキット・ビルディングをしている方から、「評価」を求められた。趣味だから評価などできるわけはないのだが、筆者の姿勢を伝えた。筆者はキットを組むのに費やす比率が非常に大きい。たくさん並べて同時にやっている。最低5輌は同時に組む。そうしないと無駄が多いからだ。
それらは長編成を連結するときの軽衝突に耐える丈夫さ、手で持った時の剛性、ある程度の見栄え、滑らかな走行性能を持てば十分である。ひっくり返してブレーキ装置が完全に付いているとか、配管が必要という意見は完全に無視する。線路上で横から見ても見えないものは一切付けない。
最近の雑誌を見ると、妙な細かさを追求した模型の写真が掲載されている。普通の人の視力では見えない細かさ(のつもり)である。ご本人は得意なのであろうが、それを拡大した写真を見るとその粗さに驚く。その部分は細かいがそれ以外が粗いままなのである。結局のところ、普通の視力を持つ人が 30 cm程度の距離から見て、良く出来ていると感じれば良い筈であろう。それ以上のことを望むのなら、全てをその細密度で揃えなければならない。事実上、それは無理である。
「鉄道模型の死という言葉はかなり刺激的だが、その通りだ。金属工作が出来なければプラレールを買い集めるのと同じだ。」という意見も戴いている。
 さて、コメントでキット・ビルディングをしている方から、「評価」を求められた。趣味だから評価などできるわけはないのだが、筆者の姿勢を伝えた。筆者はキットを組むのに費やす比率が非常に大きい。たくさん並べて同時にやっている。最低5輌は同時に組む。そうしないと無駄が多いからだ。
さて、コメントでキット・ビルディングをしている方から、「評価」を求められた。趣味だから評価などできるわけはないのだが、筆者の姿勢を伝えた。筆者はキットを組むのに費やす比率が非常に大きい。たくさん並べて同時にやっている。最低5輌は同時に組む。そうしないと無駄が多いからだ。それらは長編成を連結するときの軽衝突に耐える丈夫さ、手で持った時の剛性、ある程度の見栄え、滑らかな走行性能を持てば十分である。ひっくり返してブレーキ装置が完全に付いているとか、配管が必要という意見は完全に無視する。線路上で横から見ても見えないものは一切付けない。
最近の雑誌を見ると、妙な細かさを追求した模型の写真が掲載されている。普通の人の視力では見えない細かさ(のつもり)である。ご本人は得意なのであろうが、それを拡大した写真を見るとその粗さに驚く。その部分は細かいがそれ以外が粗いままなのである。結局のところ、普通の視力を持つ人が 30 cm程度の距離から見て、良く出来ていると感じれば良い筈であろう。それ以上のことを望むのなら、全てをその細密度で揃えなければならない。事実上、それは無理である。
2025年10月22日
剛性のある車体を作る
カヴァドホッパの車体の下側をめくり取ると側板は支持を失い、単にぶら下がっているだけになった。肋骨を入れねばならない。t 1.0の板を所定の長さに切り、左右を結び付ける。その時、太い背骨とハンダ付けすると強度が確保される。
 肋骨に相当する板を背骨と直交させ、クランプで密着させる。200 Wのコテを用い、1.5 mm角の角線を当ててハンダを流す。一瞬でハンダがきらりと光り固着する。広い面積で付くので丈夫である。
肋骨に相当する板を背骨と直交させ、クランプで密着させる。200 Wのコテを用い、1.5 mm角の角線を当ててハンダを流す。一瞬でハンダがきらりと光り固着する。広い面積で付くので丈夫である。
両側が付いたら、太い背骨と肋骨とを結合させる。背骨は断面が 3 x10 mmもある上に長いので熱容量が大きい。塩化亜鉛飽和溶液を沁み込ませ、ハンダの粒を置く。矢印の方向からコテを押し当てるとこちら側は融けても反対側にはハンダが出て来ない。待つこと4秒、向こう側にハンダがきらりと筋になって見える。ハンダ付け完了である。
 熱が計 4 mmの板の10 mm先まで伝わってハンダの融点以上にならねばならないのだ。熱は前方のみならず左右にも大量に逃げるから、この仕事は小さなコテでは出来ない。熱い大きなコテが必要だ。しかもそのコテの先は平らで広い面積でワークに当たらねばならない。コテに溜まった熱が迅速にワークに伝わるようにするのだ。
熱が計 4 mmの板の10 mm先まで伝わってハンダの融点以上にならねばならないのだ。熱は前方のみならず左右にも大量に逃げるから、この仕事は小さなコテでは出来ない。熱い大きなコテが必要だ。しかもそのコテの先は平らで広い面積でワークに当たらねばならない。コテに溜まった熱が迅速にワークに伝わるようにするのだ。
3本の肋骨を付けた。真ん中を最初に付け、左右は一度水冷してから付ける。こうしないと背骨の熱膨張で、出来上がりが反ってしまうことがある。大きな熱いコテは局所的な加熱を可能にするから、伸びを限定的にすることができる。
「ハンダを向こう側に出せ」というのは祖父江氏の教えだ。大きなコテで力を入れて押すと良く熱が伝わって、大きな部品でも熱がよく沁み込む。
「部品の向こう側までハンダが廻らないようじゃぁ、失格だよぉ。」
ハンダが向こう側から浸み出して銀色に光る瞬間は何度見ても気分が良い。これこそが完全なハンダ付けなのだ。最近は拙ブログの記事の影響か、ハンダが見えない方が良いという人は減って来た。良いことではあるが、さらに、向こう側までハンダを廻す必要があることを強調しておきたい。こうしてできた車体は、握ると”ガツン”という剛性を感じる。その堅さが気持ち良い。
持つと側板がぐわぐわとする模型がある。数回持つとハンダが疲労して剥がれ、悲惨な状況になるのがは目に見えている。先日OJの車体を見せて貰ったが、ハンダ付けの箇所が少なく、妙に柔らかい。怖くなって手を離した。
「これでは駄目ですよ。」と教えて差し上げたが、聞く耳持たずであった。
塗装済みではさらに悲惨なことになる。市販の模型はそういうものが多い。模型は握られる可能性があるということを考えておかねばならない。
 肋骨に相当する板を背骨と直交させ、クランプで密着させる。200 Wのコテを用い、1.5 mm角の角線を当ててハンダを流す。一瞬でハンダがきらりと光り固着する。広い面積で付くので丈夫である。
肋骨に相当する板を背骨と直交させ、クランプで密着させる。200 Wのコテを用い、1.5 mm角の角線を当ててハンダを流す。一瞬でハンダがきらりと光り固着する。広い面積で付くので丈夫である。両側が付いたら、太い背骨と肋骨とを結合させる。背骨は断面が 3 x10 mmもある上に長いので熱容量が大きい。塩化亜鉛飽和溶液を沁み込ませ、ハンダの粒を置く。矢印の方向からコテを押し当てるとこちら側は融けても反対側にはハンダが出て来ない。待つこと4秒、向こう側にハンダがきらりと筋になって見える。ハンダ付け完了である。
 熱が計 4 mmの板の10 mm先まで伝わってハンダの融点以上にならねばならないのだ。熱は前方のみならず左右にも大量に逃げるから、この仕事は小さなコテでは出来ない。熱い大きなコテが必要だ。しかもそのコテの先は平らで広い面積でワークに当たらねばならない。コテに溜まった熱が迅速にワークに伝わるようにするのだ。
熱が計 4 mmの板の10 mm先まで伝わってハンダの融点以上にならねばならないのだ。熱は前方のみならず左右にも大量に逃げるから、この仕事は小さなコテでは出来ない。熱い大きなコテが必要だ。しかもそのコテの先は平らで広い面積でワークに当たらねばならない。コテに溜まった熱が迅速にワークに伝わるようにするのだ。3本の肋骨を付けた。真ん中を最初に付け、左右は一度水冷してから付ける。こうしないと背骨の熱膨張で、出来上がりが反ってしまうことがある。大きな熱いコテは局所的な加熱を可能にするから、伸びを限定的にすることができる。
「ハンダを向こう側に出せ」というのは祖父江氏の教えだ。大きなコテで力を入れて押すと良く熱が伝わって、大きな部品でも熱がよく沁み込む。
「部品の向こう側までハンダが廻らないようじゃぁ、失格だよぉ。」
ハンダが向こう側から浸み出して銀色に光る瞬間は何度見ても気分が良い。これこそが完全なハンダ付けなのだ。最近は拙ブログの記事の影響か、ハンダが見えない方が良いという人は減って来た。良いことではあるが、さらに、向こう側までハンダを廻す必要があることを強調しておきたい。こうしてできた車体は、握ると”ガツン”という剛性を感じる。その堅さが気持ち良い。
持つと側板がぐわぐわとする模型がある。数回持つとハンダが疲労して剥がれ、悲惨な状況になるのがは目に見えている。先日OJの車体を見せて貰ったが、ハンダ付けの箇所が少なく、妙に柔らかい。怖くなって手を離した。
「これでは駄目ですよ。」と教えて差し上げたが、聞く耳持たずであった。
塗装済みではさらに悲惨なことになる。市販の模型はそういうものが多い。模型は握られる可能性があるということを考えておかねばならない。
2025年10月20日
金属工作はできても…
ある方からメイルを受け取った。ウェブ上の記事を切り抜いたもので出所は分からなくしてある。「これ、どう思われます?」とのことだ。
写真が添付されていた。蒸気機関車のモータをテンダに載せて機関車にドライヴ・シャフトで結んである。ユニヴァーサル・ジョイントの位相は合っていず、直交している。それを指摘するととんでもない返答が来た。下記はその要約である。
1(工作者は)角度は考えていない。
2 ピンの角度には意味があるのだろうか。回転しているから問題ないのでは。
3 調べてみたら、同じ位相にしないと等速にならないとある。模型は90度のものが普通だ。もし等速にしようと思えば、二つの継手が等角でなければならない。模型のレべルで等速など意味がないから作り直さない。
1/80の模型で実際に調子が悪かったものが、等速に近付けただけで劇的に改善された例は多い。
吉岡精一氏はこの種の人たちに対し、このような警告を述べた。
「メカニズムを研究、応用しようとしない人たちは、結局中学生レベルで終わりなのです。ガリガリ、ギャーという音を立てても『よく走る』というのですから。大人であれば、優れた模型とは何かと考えるべきです。そうしないと次の世代が育ちません。」
この作例の方は外見の工作の腕は良い方らしいので、これがいずれ雑誌に載るのではないかと危惧する。間違いの再生産が続くわけだ。雑誌の編集者の程度が知れることになってしまう。
写真が添付されていた。蒸気機関車のモータをテンダに載せて機関車にドライヴ・シャフトで結んである。ユニヴァーサル・ジョイントの位相は合っていず、直交している。それを指摘するととんでもない返答が来た。下記はその要約である。
1(工作者は)角度は考えていない。
2 ピンの角度には意味があるのだろうか。回転しているから問題ないのでは。
3 調べてみたら、同じ位相にしないと等速にならないとある。模型は90度のものが普通だ。もし等速にしようと思えば、二つの継手が等角でなければならない。模型のレべルで等速など意味がないから作り直さない。
1/80の模型で実際に調子が悪かったものが、等速に近付けただけで劇的に改善された例は多い。
吉岡精一氏はこの種の人たちに対し、このような警告を述べた。
「メカニズムを研究、応用しようとしない人たちは、結局中学生レベルで終わりなのです。ガリガリ、ギャーという音を立てても『よく走る』というのですから。大人であれば、優れた模型とは何かと考えるべきです。そうしないと次の世代が育ちません。」
この作例の方は外見の工作の腕は良い方らしいので、これがいずれ雑誌に載るのではないかと危惧する。間違いの再生産が続くわけだ。雑誌の編集者の程度が知れることになってしまう。
2025年10月18日
困ったcovered hopper
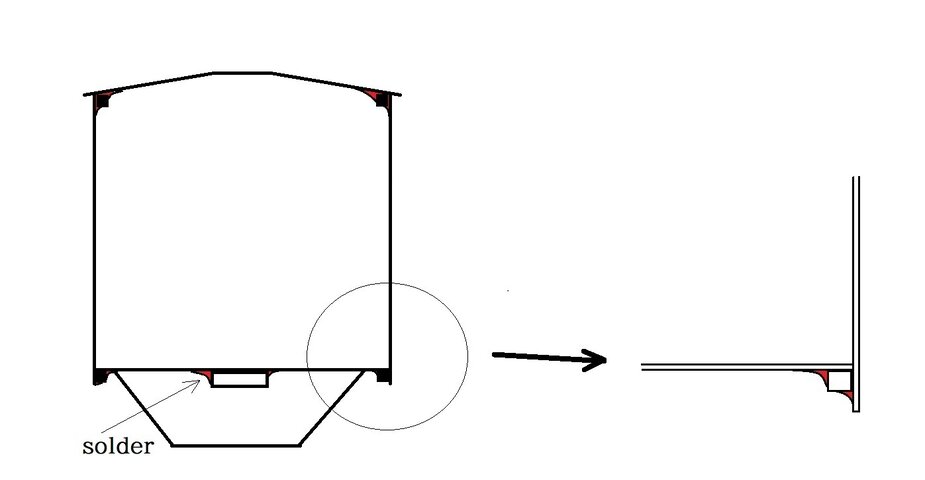
この 4-bay のカヴァドホッパは以前紹介している。一輌は何とか形になったのだが、こちらはどうしたものかと工事が止まったままであった。
前後端のホッパが車輪に当たって台車が回転しないのである。36インチの車輪だからというわけでもない。33インチでも当たる。その部分のホッパを凹ませてごまかそうとした形跡もある。
これはアメリカ人のキットの設計者が組んだはずだが、走らないとは一体どうしたものだろう。
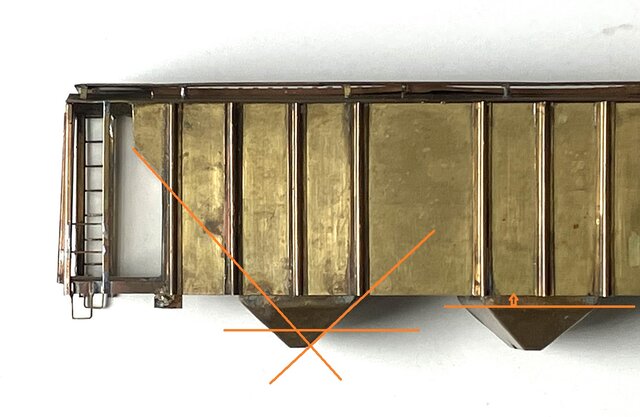
 真横から見てみると、その原因が判明した。4つのhopper bayが低いのだ。ホッパの上の方から引いた線よりも下にある。すなわち、取付け位置が 5 mmほど低いのだ。このハンダを外して上に移動させてやれば良いが、このホッパは出来が良いとも思えないから捨ててしまうことにした。
真横から見てみると、その原因が判明した。4つのhopper bayが低いのだ。ホッパの上の方から引いた線よりも下にある。すなわち、取付け位置が 5 mmほど低いのだ。このハンダを外して上に移動させてやれば良いが、このホッパは出来が良いとも思えないから捨ててしまうことにした。
 背骨は 3 x 10 の角材である。これだけでもかなり重いが、これで補強しなければアコーディオンのように潰れる可能性が高かった。
背骨は 3 x 10 の角材である。これだけでもかなり重いが、これで補強しなければアコーディオンのように潰れる可能性が高かった。
ホッパを3Dプリントで作って貼り付ければ形が良くなるだろう。もう少しマシな形にしたい。この写真で左端のホッパは凹んでいるのが見える。凹ませれば台車が回ると思ったのだろうが考えが甘い。

 ドレメルのカッティング・ディスクで切れ目を入れてむしり取った。アメリカ製のブラス板はかなり堅いので、むしっても t 0.6の側板は曲がらなかった。ただし、重いので持つと歪む。すぐに補強を入れることにした。
ドレメルのカッティング・ディスクで切れ目を入れてむしり取った。アメリカ製のブラス板はかなり堅いので、むしっても t 0.6の側板は曲がらなかった。ただし、重いので持つと歪む。すぐに補強を入れることにした。
前後端のホッパが車輪に当たって台車が回転しないのである。36インチの車輪だからというわけでもない。33インチでも当たる。その部分のホッパを凹ませてごまかそうとした形跡もある。
これはアメリカ人のキットの設計者が組んだはずだが、走らないとは一体どうしたものだろう。
 真横から見てみると、その原因が判明した。4つのhopper bayが低いのだ。ホッパの上の方から引いた線よりも下にある。すなわち、取付け位置が 5 mmほど低いのだ。このハンダを外して上に移動させてやれば良いが、このホッパは出来が良いとも思えないから捨ててしまうことにした。
真横から見てみると、その原因が判明した。4つのhopper bayが低いのだ。ホッパの上の方から引いた線よりも下にある。すなわち、取付け位置が 5 mmほど低いのだ。このハンダを外して上に移動させてやれば良いが、このホッパは出来が良いとも思えないから捨ててしまうことにした。ホッパを3Dプリントで作って貼り付ければ形が良くなるだろう。もう少しマシな形にしたい。この写真で左端のホッパは凹んでいるのが見える。凹ませれば台車が回ると思ったのだろうが考えが甘い。

 ドレメルのカッティング・ディスクで切れ目を入れてむしり取った。アメリカ製のブラス板はかなり堅いので、むしっても t 0.6の側板は曲がらなかった。ただし、重いので持つと歪む。すぐに補強を入れることにした。
ドレメルのカッティング・ディスクで切れ目を入れてむしり取った。アメリカ製のブラス板はかなり堅いので、むしっても t 0.6の側板は曲がらなかった。ただし、重いので持つと歪む。すぐに補強を入れることにした。2025年10月16日
金属工作
最近、旋盤加工、ハンダ付けとか曲げ加工、プレスなどの話題を出した。いわゆる金属加工だ。その記事へのアクセス数は多くない。よそから見に来る方のアクセスも見ているが低調である。この種の分野は人気が無いということになる。
逆に友人達からは、「面白い。もっと書いた方が良い。」という激励がかなりあった。
40年ほど前、吉岡精一氏は「金属工作をしない人が大半になった時は、鉄道模型の死です。」とおっしゃった。まさにその通りで、金属板を糸鋸で切り、穴をあけ、ヤスリ掛けしてハンダ付けするということをしないで鉄道模型が成立するわけがないのだ。
3Dプリンタ、レーザ・カットと接着剤で作るものは見かけを重視したもので、決して鉄道模型のメカニズムまでは到達できない筈だ。
時は流れ、段々と吉岡氏のおっしゃった死が近づいてきたような気がする。我々の仲間は金属工作を手掛ける。工作機械を買って、炭素棒ハンダ付けに興味を示し、より高効率な駆動方式を求める。
友人たちは若い会員に金属工作のテクニックを教え、技能の伝承を試みている。素晴らしいことだ。ただし、菅原氏の本だけを参考にしているようでは駄目だろう。工学的、理学的により正しい知識を身に付ける必要がある。
工作機械も買ったままの状態で使う人が多いが、感心しない。工作機械は素材なのである。使う人が手を加えて使うべきである。筆者の工作室を見るとたいていの人は驚く。工作機械が原型からかなり変化しているからだ。目的を果たすためには改造が最も早道なのだ。
祖父江氏の工房を見学した時に気が付いたのは、「プロは工具を自分で作る」ということであった。
逆に友人達からは、「面白い。もっと書いた方が良い。」という激励がかなりあった。
40年ほど前、吉岡精一氏は「金属工作をしない人が大半になった時は、鉄道模型の死です。」とおっしゃった。まさにその通りで、金属板を糸鋸で切り、穴をあけ、ヤスリ掛けしてハンダ付けするということをしないで鉄道模型が成立するわけがないのだ。
3Dプリンタ、レーザ・カットと接着剤で作るものは見かけを重視したもので、決して鉄道模型のメカニズムまでは到達できない筈だ。
時は流れ、段々と吉岡氏のおっしゃった死が近づいてきたような気がする。我々の仲間は金属工作を手掛ける。工作機械を買って、炭素棒ハンダ付けに興味を示し、より高効率な駆動方式を求める。
友人たちは若い会員に金属工作のテクニックを教え、技能の伝承を試みている。素晴らしいことだ。ただし、菅原氏の本だけを参考にしているようでは駄目だろう。工学的、理学的により正しい知識を身に付ける必要がある。
工作機械も買ったままの状態で使う人が多いが、感心しない。工作機械は素材なのである。使う人が手を加えて使うべきである。筆者の工作室を見るとたいていの人は驚く。工作機械が原型からかなり変化しているからだ。目的を果たすためには改造が最も早道なのだ。
祖父江氏の工房を見学した時に気が付いたのは、「プロは工具を自分で作る」ということであった。
2025年10月14日
Lionel の タンク車
余りにも重過ぎてどうするべきか考えた。
上下分離して、軽いタンク、軽い台枠をスクラッチから作り、互いにそれぞれと組合わせれば標準質量に近いタンク車が2輌できる筈だと思い付いた。右の写真は交換後の様子である。
これは1950年頃の製品である。材質が極めて良い。粘りのある素材で今後も割れることはないだろう。アメリカ製でも時期によっては怪しい合金を使ったものがあり、粉々になったものがあるが、これは素晴らしい。しかし肉が厚く、重いのには参った。
ライオネルは急カーヴを曲がらねばならないのでフランジが高い。それを装着した台車が無理なく廻るように取り付けねばならないので、かなり工夫している。台枠の中の部材を避けてキングピン位置を少し外側にずらしてあるのだ。これは筆者が最も嫌うことであるが、その理由が分かって少々驚いたと同時に感心した。
写真の灰色の台車はナイロン製3DプリントのNational台車で、内部のバネも作られている。
キングピン位置を元に戻し、スケールの台車を付けた状態で高さを揃えねばならないので、ブラスの角材をフライスで削り出した。ネジ留めすると同時にエポキシ接着剤で固着した。台車を取付けて高さを確認した。
他のスケールの模型群と並べてみても遜色がない。玩具とは言えない品の良さがある。40年ほど前ジャンクで手に入れたものが再生された。
塗装が剥がれにくいのも大したものである。それは鉄道玩具としての機能の一つである。
2025年10月12日
tank cars
 タンク車は形が出来ているが、タンク・エンド、ドームを3Dプリントでお願いしているので、 その到着待ちである。今まで大きなブラス丸棒から作っていたが、その必要がなくなった。
タンク車は形が出来ているが、タンク・エンド、ドームを3Dプリントでお願いしているので、 その到着待ちである。今まで大きなブラス丸棒から作っていたが、その必要がなくなった。ドームはリヴェットも打たれた状態で出来る。成型時の細かい段を削り落として、タンクボディにスーパーXで接着する。
旋盤で大きな材料から削り出すのには利点があった。タンク車というものは質量予測が難しい。ほぼ完成の状態で補重の工夫をせねばならないこともあった。そいうときにエンドを重く作れば補重の必要がない場合が多い。今回は錘を作って内部に留める必要がある。振動でズレないようにするのは意外と面倒だ。
このタンク車にはタンクボディにリヴェットが打ってある。それをディカールで表そうというのが今回の目標である。フィルムの端が目立ちそうだが、完全な艶消しにすれば見えない筈だ。
2025年10月10日
boxcar の製作
かねてより工事中の boxcar群が完成に近づいて来た。ハンダの使用量が尋常でなく多い。オリジナルは木製の箱を作ってその上に金属板を貼る方法であったので、外被の金属板は飾りに過ぎなかった。全金属製にしたからにはそれ自身で強度を保つようにせねばならない。
側板の厚さが無いので内部に細かくリブを入れて強度を確保した。また屋根を押すと簡単に凹むから、レイルを切った骨を2本付けて丈夫にした。塗装してから潰れると悲惨なので、それを回避するためである。
さらに床板も薄いと連結時に潰れそうなので、ジャンクの 1 mm板を使った。
車重の標準の 355 gを100 gも上回った。材料がふんだんにあるとこうなる。走りは重厚である。こういう車輌群を20輌ほどつないで、連結作業をすると、質量が大きいので衝撃で台枠が弱いとめり込んでしまう。連結器はKadeeの金属製以外の製品は耐えられない。
5輌の作りが全て異なるので共通部品はほとんどない。全て現物合わせで作るので効率が悪い。ボルスタ高さをジグに合わせて調整し、ハンダ付けする。穴をあけネジを切って台車を付ける。連結器を付けると生地完成だ。ブラスの色が美しい。
他の貨車とあわせて15輌ほど同時に作っているので、台車が足らなくなってきた。3Dプリントで増産せねばらない。
最近は廃品回収業の店にあまり行っていない。銅、ブラスの価格が今まで聞いたこともないような水準で推移している。比較的綺麗な板をよく世話して貰っていたが、品薄のようだ。
1.5 x 4、2.5x2.5、1x2.5 などの角線を大量に持っている。ご希望の方には廉価でお譲りする。最近はこの種の材料が手に入りにくいそうで、クラブの会員にお分けしている。
側板の厚さが無いので内部に細かくリブを入れて強度を確保した。また屋根を押すと簡単に凹むから、レイルを切った骨を2本付けて丈夫にした。塗装してから潰れると悲惨なので、それを回避するためである。
さらに床板も薄いと連結時に潰れそうなので、ジャンクの 1 mm板を使った。
車重の標準の 355 gを100 gも上回った。材料がふんだんにあるとこうなる。走りは重厚である。こういう車輌群を20輌ほどつないで、連結作業をすると、質量が大きいので衝撃で台枠が弱いとめり込んでしまう。連結器はKadeeの金属製以外の製品は耐えられない。
5輌の作りが全て異なるので共通部品はほとんどない。全て現物合わせで作るので効率が悪い。ボルスタ高さをジグに合わせて調整し、ハンダ付けする。穴をあけネジを切って台車を付ける。連結器を付けると生地完成だ。ブラスの色が美しい。
他の貨車とあわせて15輌ほど同時に作っているので、台車が足らなくなってきた。3Dプリントで増産せねばらない。
最近は廃品回収業の店にあまり行っていない。銅、ブラスの価格が今まで聞いたこともないような水準で推移している。比較的綺麗な板をよく世話して貰っていたが、品薄のようだ。
1.5 x 4、2.5x2.5、1x2.5 などの角線を大量に持っている。ご希望の方には廉価でお譲りする。最近はこの種の材料が手に入りにくいそうで、クラブの会員にお分けしている。
2025年10月08日
質量
加速度測定による牽引力測定のためには大きな質量を持つ貨車が必要であった。前回は約 3 kgで最初の1 mほどで加速は終了し、測定誤差が極端に大きかった。
 測定線路は 6 m以上あるので、質量を10倍にするとほどほどの条件となる筈だ。そうなると 30 kg の貨車が必要で、それを支える台車も高性能なものが必要となる。Low-D車輪を付け、ボールベアリングを装荷している必要があり、軸重 2 kgに耐えねばならない。頑丈なブラス製台車を探し出し、荷重を掛けてもボルスタが持つことを確かめた。そういう点では Lobaugh の製品はずば抜けて優秀だ。ボルスタは加工硬化させてあり、へたらない。完成した車輌から一時拝借したものもある。
測定線路は 6 m以上あるので、質量を10倍にするとほどほどの条件となる筈だ。そうなると 30 kg の貨車が必要で、それを支える台車も高性能なものが必要となる。Low-D車輪を付け、ボールベアリングを装荷している必要があり、軸重 2 kgに耐えねばならない。頑丈なブラス製台車を探し出し、荷重を掛けてもボルスタが持つことを確かめた。そういう点では Lobaugh の製品はずば抜けて優秀だ。ボルスタは加工硬化させてあり、へたらない。完成した車輌から一時拝借したものもある。
台車を結ぶスパン・ボルスタはブラス製では持たない。鉄工所の友人に頼んで、鋼の角材を切ってもらった。鉛を積み込む部分は熔接で製作中である。大きな変圧器を積む貨車に似ている。
鉛は水道屋の倉庫から、残材を買ってくる。20 kgほど必要だ。機関車に牽かせると停車できずに潰されるという話があったが、押せば済むというヒントも戴いた。そうすれば難しい連結器も要らない訳だ。
この貨車が走る部分が平面であることは、非常に大きなファクタだ。木製のレイアウト台枠では到底作れない剛性のある台枠だからこそできる。この種の実験をする人は少ないが、人が上に載って工作する状態を考えれば、必要なことである。
繰返すが、木製のレイアウト台枠で10年以上経ったもので、平面が出ているものは稀である。まず見ることがない。
台車を結ぶスパン・ボルスタはブラス製では持たない。鉄工所の友人に頼んで、鋼の角材を切ってもらった。鉛を積み込む部分は熔接で製作中である。大きな変圧器を積む貨車に似ている。
鉛は水道屋の倉庫から、残材を買ってくる。20 kgほど必要だ。機関車に牽かせると停車できずに潰されるという話があったが、押せば済むというヒントも戴いた。そうすれば難しい連結器も要らない訳だ。
この貨車が走る部分が平面であることは、非常に大きなファクタだ。木製のレイアウト台枠では到底作れない剛性のある台枠だからこそできる。この種の実験をする人は少ないが、人が上に載って工作する状態を考えれば、必要なことである。
繰返すが、木製のレイアウト台枠で10年以上経ったもので、平面が出ているものは稀である。まず見ることがない。
2025年10月06日
続々 3Dプリント
分厚い台枠と言えども、それは薄膜を積層して作られる。UV-curing resin 紫外光硬化樹脂に紫外光を当てて作る薄膜は最初はヘロヘロなので、それを支えるものが必要なのだ。太い車軸部分も最初は線であって垂れてしまうので支えを入れている。
支えの位置や設定密度などは機械が勝手に判断して作り出すのだそうだ。うまく行った例に従ってプログラムしているのだろう。
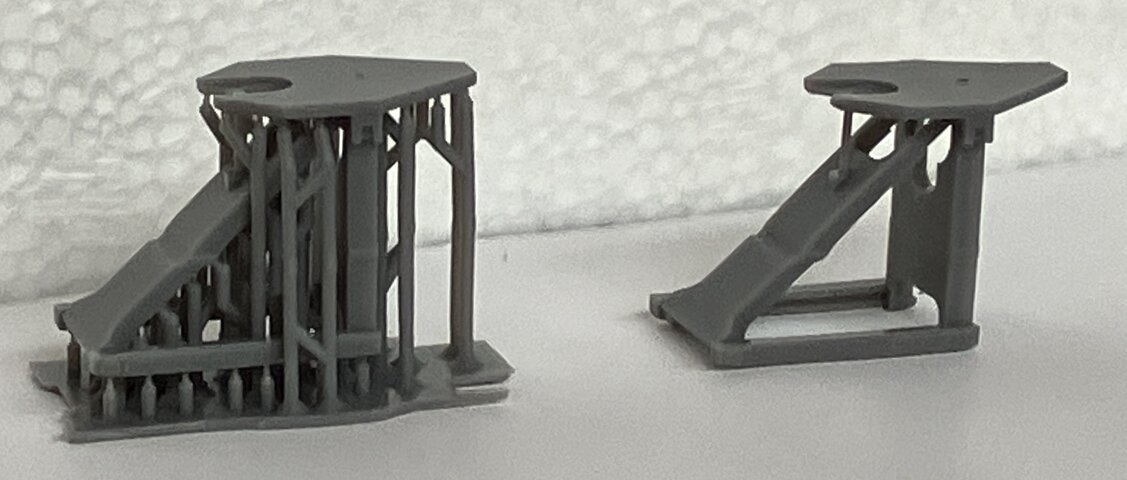 これはトレーラを引っ掛けるhitchヒッチだ。単純な形だが、斜めの部分にはこれほど支えを入れないと作れないようだ。一箇所、支えを取り忘れている。
これはトレーラを引っ掛けるhitchヒッチだ。単純な形だが、斜めの部分にはこれほど支えを入れないと作れないようだ。一箇所、支えを取り忘れている。 1回試作しただけで、6台分が用意できた。
1回試作しただけで、6台分が用意できた。3Dのお絵描きが出来れば、あとは機械が勝手にやってくれるようだ。試作をして補正すればすぐ作れるという。消耗品は紫外光硬化樹脂の液体と、作業後の槽内をきれいにする液体との二つらしい。
機関車のような重い物を作るとあとで泣きを見る可能性があるが、形だけを目的としているならばこれは便利だ。屋根上に付けるベンチレータなどはこれで作ると極めて楽である。以前はロストワックスで作ったので重くて仕方が無かった。
経年変化は光によっても起こる可能性があるから、確実な塗装が必要だろう。これらの模型が20年後どうなっているか、楽しみである。
2025年10月04日
続 3Dプリント
今回の3Dプリントの材料は、寿命がどの程度あるものなのか不明である。クリープして垂れてしまうということが起こるのかどうかも分からない。しかし貨車の積荷程度なら何の問題もない。形がおかしくなったら捨てて作り直せばよいだけだ。形しか目的としないから、それで良いのだ。そういう意味では今回のトレーラの部品を作ったのは良い作例だったようだ。
この種の材料で荷重の掛かる機関車台枠などを作る人が居るが、その後の報告を待ちたい。耐油性も重要なファクタだ。
筆者が心配するのは、劣化してひびが入ったり、重さで垂れたりすることである。小ゲージの機関車全体をこの方法で作る人も居て、ある程度の成功を収めているように見える。問題は、それが50年後100年後にどうなっているかである。
「そのころには我々は生きていないから関係ないですよ。」と簡単に言う人も居る。しかし「その程度のものを作っているわけではない」と思う人は、やはりブラスで作りたいはずだ。
最近ハンダ付けに関することをたくさん書いたが、あまり反応が無いように見える。もうブラス工作をしている人は少ないということなのだろうか。今野氏のブログに、当ブログで「ハンダ付けの理屈を解説してくれます。」と予告があったのだが、アクセス解析ではそちらからいらした方は少ない。すなわち読者が金属工作に興味を持っていない時代がやって来たということである。
この種の材料で荷重の掛かる機関車台枠などを作る人が居るが、その後の報告を待ちたい。耐油性も重要なファクタだ。
筆者が心配するのは、劣化してひびが入ったり、重さで垂れたりすることである。小ゲージの機関車全体をこの方法で作る人も居て、ある程度の成功を収めているように見える。問題は、それが50年後100年後にどうなっているかである。
「そのころには我々は生きていないから関係ないですよ。」と簡単に言う人も居る。しかし「その程度のものを作っているわけではない」と思う人は、やはりブラスで作りたいはずだ。
最近ハンダ付けに関することをたくさん書いたが、あまり反応が無いように見える。もうブラス工作をしている人は少ないということなのだろうか。今野氏のブログに、当ブログで「ハンダ付けの理屈を解説してくれます。」と予告があったのだが、アクセス解析ではそちらからいらした方は少ない。すなわち読者が金属工作に興味を持っていない時代がやって来たということである。
2025年10月02日
3Dプリント
今まで筆者は機械部品として精度が高く耐久性のあるナイロン製の成型品しか必要としていなかった。3Dの師であるS氏にお願いしてギヤボックス等を作って貰っていたのだ。これは頑丈で長寿命であることが身上で、細かい造形が目的であれば別の方法が必要となる。
 最近、所属クラブのO氏が3Dプリントでいろいろなものを作って見せてくれる。液体から光を当てて固体を造形する方式である。トレーラのタイヤ、その他の部品が必要だったので話を聞いたら、「作ってあげますよ。」とのことであった。半信半疑でお願いしたところ、たちまち素晴らしいものを見本として見せてくれた。
最近、所属クラブのO氏が3Dプリントでいろいろなものを作って見せてくれる。液体から光を当てて固体を造形する方式である。トレーラのタイヤ、その他の部品が必要だったので話を聞いたら、「作ってあげますよ。」とのことであった。半信半疑でお願いしたところ、たちまち素晴らしいものを見本として見せてくれた。
液体表面に薄膜を作り出して積み重ねるので、それが垂れ下がらないように支えを入れるということが分かった。機械が判断して支えてくれるようで、かなり不思議な形であるが歪みもなく作ってあった。
この細い支えを先の薄いニッパで切り取って台座から外すと表面は多少粘るような気がする。爪で跡が付く程度の軟らかさだ。
それを日光に10分ほど当てると完全に固まる。太陽光の紫外線を利用するわけだ。硬化するとカリカリした感じになり、爪がひっかからなくなる。軽くヤスリを掛けるとつるりとして、塗装が出来る。
 最近、所属クラブのO氏が3Dプリントでいろいろなものを作って見せてくれる。液体から光を当てて固体を造形する方式である。トレーラのタイヤ、その他の部品が必要だったので話を聞いたら、「作ってあげますよ。」とのことであった。半信半疑でお願いしたところ、たちまち素晴らしいものを見本として見せてくれた。
最近、所属クラブのO氏が3Dプリントでいろいろなものを作って見せてくれる。液体から光を当てて固体を造形する方式である。トレーラのタイヤ、その他の部品が必要だったので話を聞いたら、「作ってあげますよ。」とのことであった。半信半疑でお願いしたところ、たちまち素晴らしいものを見本として見せてくれた。液体表面に薄膜を作り出して積み重ねるので、それが垂れ下がらないように支えを入れるということが分かった。機械が判断して支えてくれるようで、かなり不思議な形であるが歪みもなく作ってあった。
この細い支えを先の薄いニッパで切り取って台座から外すと表面は多少粘るような気がする。爪で跡が付く程度の軟らかさだ。
それを日光に10分ほど当てると完全に固まる。太陽光の紫外線を利用するわけだ。硬化するとカリカリした感じになり、爪がひっかからなくなる。軽くヤスリを掛けるとつるりとして、塗装が出来る。
2025年09月30日
先月の「とれいん」誌記事について
先日の記事についてS氏からメイルを戴いたので紹介したい。
例の気動車は、模型のレールの上で「ミニ四駆をやろう」というものでしょうか。おもりを台車にリンクさせて曲線上では内側に横滑りさせるものです。
子供の走らせ方をすれば福知山線事故を起こすのは当然です。HOゲージの R = 600 mm (実物の45 m)程度を 300 km/h相当超で走らせるようなことをするならば、おもりを内側にずらすこともある程度意味はありましょう。しかし、それを鉄道模型と呼べるとは思えませんし、Sカーブでどうなるかは見ものですね。
そもそも、共用の線路に持ち込んで暴走させようという感覚がマトモではありません。無理な機構を組んだことによる台車の旋回への抵抗については「バネを入れたから大丈夫」というのですから、その程度の考えでしょうね。この記事には誤字も目立ち、「0.5km」という凄い長さや意味のない敬語もあります。
例の気動車は、模型のレールの上で「ミニ四駆をやろう」という
子供の走らせ方をすれば福知山線事故を起こすのは当然です。HOゲージの R = 600 mm (実物の45 m)程度を 3
そもそも、共用の線路に持ち込んで暴走させようという感覚
Twitterだったかの紹介記事で、
2025年09月28日
vice mount bending brake
しばらく前に万力に取り付けるブレーキのことを書いた。筆者の持っているブレーキで厚板用のものはこれだ。
 かなり前にアメリカで購入したものだ。万力のアゴのが入る部分が狭かった(3インチ)ので、切り拡げて3.5インチの口金に合うように改良した。刃先以外は焼きが入っていなかったのでフライスで切り拡げることが出来た。
かなり前にアメリカで購入したものだ。万力のアゴのが入る部分が狭かった(3インチ)ので、切り拡げて3.5インチの口金に合うように改良した。刃先以外は焼きが入っていなかったのでフライスで切り拡げることが出来た。
 蝶ネジで締め付ける。適当に締めておいて万力を締め込むとオス・メスの刃が噛み合う。その状態で、ワークを挟む。今回は車体ボルスタの t 1.6 を微妙に曲げる必要があった。
蝶ネジで締め付ける。適当に締めておいて万力を締め込むとオス・メスの刃が噛み合う。その状態で、ワークを挟む。今回は車体ボルスタの t 1.6 を微妙に曲げる必要があった。
この厚さのワークを所定の位置で正確に曲げるのはなかなか難しいものだ。よくあるのは万力に片方を銜え、上に飛び出した方の根元を当て板を介して叩く方法だ。それでは正確には曲がらないし、叩くとそこが伸びてしまい形が崩れる。
このブレーキを使えばケガキ線を合わせて所定の角度まで締めれば良い。鉄板でも t 3くらいまでは簡単に曲げられる。大型モータの取付け台を作るには必須だ。
各種のサイズがあり、取り付け方も磁石によるものの他、色々ある。筆者は磁石を万力に付けるのは好きではない。ヤスリを掛ける時、削り粉が付くからだ。そういう意味で、当時珍しくなってきたネジ留め式を見付けたので買った。口金の寸法はどうにでもなるから、気にしなかった。。
以前にも書いたが、叩くという動作は極力排除すべきである。何かを押し抜くときにポンチを当てて叩く人をよく見るが、良くない。軸の先端が変形していびつに太くなり、それが通るのだから穴が変形する可能性がある。再度組立てた時には偏心するかもしれない。
この国の模型界で一番不足しているものはプレス機の使用だろう。ボール盤でも良いから正確な押し子で押し抜くという作業をすべきなのだ。「コンコン改軌」という言葉を嬉しそうに使うようでは全く期待できない。こういうことを模型雑誌が書かないというところが根本的に駄目なところである。
 かなり前にアメリカで購入したものだ。万力のアゴのが入る部分が狭かった(3インチ)ので、切り拡げて3.5インチの口金に合うように改良した。刃先以外は焼きが入っていなかったのでフライスで切り拡げることが出来た。
かなり前にアメリカで購入したものだ。万力のアゴのが入る部分が狭かった(3インチ)ので、切り拡げて3.5インチの口金に合うように改良した。刃先以外は焼きが入っていなかったのでフライスで切り拡げることが出来た。 蝶ネジで締め付ける。適当に締めておいて万力を締め込むとオス・メスの刃が噛み合う。その状態で、ワークを挟む。今回は車体ボルスタの t 1.6 を微妙に曲げる必要があった。
蝶ネジで締め付ける。適当に締めておいて万力を締め込むとオス・メスの刃が噛み合う。その状態で、ワークを挟む。今回は車体ボルスタの t 1.6 を微妙に曲げる必要があった。この厚さのワークを所定の位置で正確に曲げるのはなかなか難しいものだ。よくあるのは万力に片方を銜え、上に飛び出した方の根元を当て板を介して叩く方法だ。それでは正確には曲がらないし、叩くとそこが伸びてしまい形が崩れる。
このブレーキを使えばケガキ線を合わせて所定の角度まで締めれば良い。鉄板でも t 3くらいまでは簡単に曲げられる。大型モータの取付け台を作るには必須だ。
各種のサイズがあり、取り付け方も磁石によるものの他、色々ある。筆者は磁石を万力に付けるのは好きではない。ヤスリを掛ける時、削り粉が付くからだ。そういう意味で、当時珍しくなってきたネジ留め式を見付けたので買った。口金の寸法はどうにでもなるから、気にしなかった。。
以前にも書いたが、叩くという動作は極力排除すべきである。何かを押し抜くときにポンチを当てて叩く人をよく見るが、良くない。軸の先端が変形していびつに太くなり、それが通るのだから穴が変形する可能性がある。再度組立てた時には偏心するかもしれない。
この国の模型界で一番不足しているものはプレス機の使用だろう。ボール盤でも良いから正確な押し子で押し抜くという作業をすべきなのだ。「コンコン改軌」という言葉を嬉しそうに使うようでは全く期待できない。こういうことを模型雑誌が書かないというところが根本的に駄目なところである。
2025年09月26日
田宮督夫氏の死去
タミヤの社長の田宮俊作氏とその弟の督夫(まさお)氏が相次いで亡くなった。
タミヤの有名なマークの赤青の星は督夫氏のデザインである。督夫氏は土屋 巌氏と東京藝大で同級で、非常に親しかった。タミヤが急速に発展したのはその商品を入れる箱の絵が良かったからだと言われる。
その絵は某画伯に頼み込んで書いて貰ったと俊作氏の伝記にあるが、それは建前上の話で、実際は土屋氏が大半を描いていたのだ。
「サインも練習したよ。」
と当時のことを話してくれた。
画伯の絵と土屋氏の絵はほとんど誰も判別できないだろう。しかし筆者には分かる。より生き生きとしているものが土屋氏である。
土屋氏は静岡によく遊びに行っている。督夫氏の案内で軽便鉄道に全て乗ったのだそうだ。土屋氏が軽便が好きなのは、そこに原点がある。
タミヤの有名なマークの赤青の星は督夫氏のデザインである。督夫氏は土屋 巌氏と東京藝大で同級で、非常に親しかった。タミヤが急速に発展したのはその商品を入れる箱の絵が良かったからだと言われる。
その絵は某画伯に頼み込んで書いて貰ったと俊作氏の伝記にあるが、それは建前上の話で、実際は土屋氏が大半を描いていたのだ。
「サインも練習したよ。」
と当時のことを話してくれた。
画伯の絵と土屋氏の絵はほとんど誰も判別できないだろう。しかし筆者には分かる。より生き生きとしているものが土屋氏である。
土屋氏は静岡によく遊びに行っている。督夫氏の案内で軽便鉄道に全て乗ったのだそうだ。土屋氏が軽便が好きなのは、そこに原点がある。
2025年09月24日
続 ハンダの「粘度」?
もし内野氏がスズ63%の共晶ハンダを使っていたなら、ハンダが薄い膜になって付着していただろう。しかし、隙間が埋まらずその対応に苦慮したに違いない。
のちに内野氏はハンダ付けの達人になった。その秘密は大きなコテである。内野氏の使っていた工作台から150 Wと200 Wのコテが出て来た。それらのコテ先の形は異なる。
十分に熱くして、大量の熱を供給したからこそスズ50%のハンダでもうまく付いたのだ。このようにスズ50%のハンダ付けでは大きなコテを使うか否かですべてが決まる。HOサイズ以下ではその差に気が付きにくいが、大物は大きなコテを使うと驚くほどの違いが出る。ハンダごては最低限、大小2本を持つべきである。
発熱量の大きな炭素棒を使うとうまく行くのは、まさにこの点をクリアできるからである。泥状のハンダを小さなコテで捏ねていてはダメなのだ。
ハンダ付けをしているときにハンダの表面が鏡のようになってキラリと光り(すなわち完全に融けて液体になり)、そのまま固まらねばならない。固まる瞬間に少しでも動かすと、表面がささくれ立つ。それは生じた鉛の粒子が重なり合って飛び出したのだ。この状態のハンダは非常に脆い。これを避けるには、ハンダ付けは手で保持することを避けるべきである。適当なクランプ、押さえを使う必要がある。
あるいは63%スズハンダを使う必要がある。これは固体であるか、液体かの二つの状態しか持たないので固まれば完全なハンダ付けが出来る。たとえ動いていても、瞬時に固まるのが実感できる。
これらの注意点さえ解決できれば、ハンダ付けは完璧である。
繰返すが、塩化亜鉛はその液体がワークをぬらす助けをするだけであり、表面張力を小さくしたり、ハンダ液体の粘度を下げたりしているのではない。そういう説明をする人の模型は評価できない。
のちに内野氏はハンダ付けの達人になった。その秘密は大きなコテである。内野氏の使っていた工作台から150 Wと200 Wのコテが出て来た。それらのコテ先の形は異なる。
十分に熱くして、大量の熱を供給したからこそスズ50%のハンダでもうまく付いたのだ。このようにスズ50%のハンダ付けでは大きなコテを使うか否かですべてが決まる。HOサイズ以下ではその差に気が付きにくいが、大物は大きなコテを使うと驚くほどの違いが出る。ハンダごては最低限、大小2本を持つべきである。
発熱量の大きな炭素棒を使うとうまく行くのは、まさにこの点をクリアできるからである。泥状のハンダを小さなコテで捏ねていてはダメなのだ。
ハンダ付けをしているときにハンダの表面が鏡のようになってキラリと光り(すなわち完全に融けて液体になり)、そのまま固まらねばならない。固まる瞬間に少しでも動かすと、表面がささくれ立つ。それは生じた鉛の粒子が重なり合って飛び出したのだ。この状態のハンダは非常に脆い。これを避けるには、ハンダ付けは手で保持することを避けるべきである。適当なクランプ、押さえを使う必要がある。
あるいは63%スズハンダを使う必要がある。これは固体であるか、液体かの二つの状態しか持たないので固まれば完全なハンダ付けが出来る。たとえ動いていても、瞬時に固まるのが実感できる。
これらの注意点さえ解決できれば、ハンダ付けは完璧である。
繰返すが、塩化亜鉛はその液体がワークをぬらす助けをするだけであり、表面張力を小さくしたり、ハンダ液体の粘度を下げたりしているのではない。そういう説明をする人の模型は評価できない。
2025年09月22日
ハンダの「粘度」?
今野氏のブログで、達人であった内野氏の若かりし頃の作品をレストアする記事が連載された。その中でハンダが流れていないのは塩化亜鉛を使っていず、ペーストではないかという推測があった。
写真を見る限り、ハンダは間違いなくブラスをぬらしているから、塩化亜鉛を使っているように思う。内野氏はTHO(東京HOクラブ)に入っていたから、塩化亜鉛を使用するという情報は得ていたはずである。それではどうして流れていないかが今回の本題である。
よく聞く言い回しに「ハンダの粘性」、「粘度」というものがある。完全に融けたハンダは、粘り気は無いと言って良いほど流動しやすいものである。水の数分の1ほどの粘度しかない極めて流れやすい液体なのである。これを勘違いしている人は多い。
内野氏が当時使ったハンダは50%-50%ハンダである。これはその色からも推測できる。流れていないように見えるのは、全てが液体になっていず、その中に粒子があるからだ。鉛の粒子である。要するに生コンクリートのようなものでさらさらとは流れて行かない。
ハンダの温度を高くしていくとその粒子は小さくなり、その組成に応じた温度で完全に融けて液体になる。以前からこのブログでは「こしあん」という言葉を使っているが、要するに泥状である。泥は流れにくい。だからゴテゴテと盛り上がる。逆にこれを利用して盛り上げることが出来る。隙間を埋めるにはこれを利用する。
63%スズを含む共晶ハンダでは、これは無理である。固体であるか液体であるかの二つの状態しかないので、融ければ隙間に沁み込む。すなわち完全なハンダ付けが出来る。共晶ハンダはよく流動し、塩化亜鉛があれば石鹸水の様に沁み込んでしまう。
要するに、50%ハンダでは完全に融ける温度まで上げないとまともなハンダ付けは出来ないということだ。加熱装置が不完全では泥をこねた状態にしかならない。ハンダが完全に融ければその瞬間に表面が鏡のようになるのが見える。それが見えないような加熱は不完全だということである。
写真を見る限り、ハンダは間違いなくブラスをぬらしているから、塩化亜鉛を使っているように思う。内野氏はTHO(東京HOクラブ)に入っていたから、塩化亜鉛を使用するという情報は得ていたはずである。それではどうして流れていないかが今回の本題である。
よく聞く言い回しに「ハンダの粘性」、「粘度」というものがある。完全に融けたハンダは、粘り気は無いと言って良いほど流動しやすいものである。水の数分の1ほどの粘度しかない極めて流れやすい液体なのである。これを勘違いしている人は多い。
内野氏が当時使ったハンダは50%-50%ハンダである。これはその色からも推測できる。流れていないように見えるのは、全てが液体になっていず、その中に粒子があるからだ。鉛の粒子である。要するに生コンクリートのようなものでさらさらとは流れて行かない。
ハンダの温度を高くしていくとその粒子は小さくなり、その組成に応じた温度で完全に融けて液体になる。以前からこのブログでは「こしあん」という言葉を使っているが、要するに泥状である。泥は流れにくい。だからゴテゴテと盛り上がる。逆にこれを利用して盛り上げることが出来る。隙間を埋めるにはこれを利用する。
63%スズを含む共晶ハンダでは、これは無理である。固体であるか液体であるかの二つの状態しかないので、融ければ隙間に沁み込む。すなわち完全なハンダ付けが出来る。共晶ハンダはよく流動し、塩化亜鉛があれば石鹸水の様に沁み込んでしまう。
要するに、50%ハンダでは完全に融ける温度まで上げないとまともなハンダ付けは出来ないということだ。加熱装置が不完全では泥をこねた状態にしかならない。ハンダが完全に融ければその瞬間に表面が鏡のようになるのが見える。それが見えないような加熱は不完全だということである。
2025年09月20日
続々々 塩化亜鉛
いわゆるペーストは植物性である。松脂から作る。その匂いからも由来はすぐわかる。これは腐食性が少なく、ハンダ付けした後そのまま放置してもさほど問題がない。電気配線などはアルコール等で拭くこともあった。
問題は酸性ペーストだ。中学生の頃に良く使った。放置すると必ず錆びて来る。温水で洗い、歯ブラシでこすった。それは無色であり、どこに付いているか分からないので、風呂場で湯を掛けて全体を洗った。成分はワセリンと塩化亜鉛だった。これは電気配線に使ってはいけない。
数年前、酸性ペーストでパワーパックの電気配線をした人が居た。見せてもらった瞬間に、「どんなハンダ付けをしたの?」と聞いた。
「これを使った。」と見せてもらったのは板金用と書いてある酸性ペーストであった。すべての接合部から緑青が吹き、めちゃくちゃな状態であった。
「一週間も経ってないのにこんなに錆びるんだね。」と彼は意気消沈した。電線は撚り線なので中まで沁み込んでいる。すべてばらして配線を捨て、スイッチ、LED類を洗って再度組み直した。接合部をよく磨き、ヤニ入りハンダを使えば一瞬で終わる。その時、ロジンのフラックスを刷毛で塗っておけば完璧だ。これは洗わなくても問題ない。
アメリカでは温水用の銅配管に用いていたのを見たが、それは褐色でどこに塗ったかよくわかった。接合作業が終わったら濡れ雑巾で拭取る。これは水に溶けやすいペーストのようだった。
模型ではこれを完全に取るには全体を洗うしかなかった。内部は取りにくいのでBill Melis氏は鍋で煮ると言っていた。
これらは塩化亜鉛を含んでいる。塩化亜鉛を見付けた人は偉い。刺激臭がなくて、塩酸と同様の効果を得られるからだ。筆者は塩酸を使うことがある。臭いので、風のある日に外でやる。酸化被膜が溶けるのが良くわかる。ハンダが非常に良く流れ、ワークをよくぬらす。ハンダの量がすぐに見当が付くのではみ出しも少ない。
最近は見ないが、アメリカでは ”acid core"という糸ハンダがあった。内部に塩化亜鉛ペーストが入っている。もうすでに使い尽くして無いが、板金のハンダ付けには便利であった。これも後で水洗いを完全に行わないとひどく錆びて来た。
最近久保田氏の記事がTMSに載り、ペースト使用に意義があるような錯覚が生まれているがやめるべきだ。理屈がすべて分かっている人なら良いが、ほとんどの人はそうではない。
ロジン系のペーストは酸化物を溶かす力が弱く、完全に金属面が露出していないとハンダでぬらすことが出来ない。そういう観点で見ると、内野氏のハンダ付けはペーストではないと思われる。ゴテゴテとは付いているが、良くぬれているのである。ということは…。
問題は酸性ペーストだ。中学生の頃に良く使った。放置すると必ず錆びて来る。温水で洗い、歯ブラシでこすった。それは無色であり、どこに付いているか分からないので、風呂場で湯を掛けて全体を洗った。成分はワセリンと塩化亜鉛だった。これは電気配線に使ってはいけない。
数年前、酸性ペーストでパワーパックの電気配線をした人が居た。見せてもらった瞬間に、「どんなハンダ付けをしたの?」と聞いた。
「これを使った。」と見せてもらったのは板金用と書いてある酸性ペーストであった。すべての接合部から緑青が吹き、めちゃくちゃな状態であった。
「一週間も経ってないのにこんなに錆びるんだね。」と彼は意気消沈した。電線は撚り線なので中まで沁み込んでいる。すべてばらして配線を捨て、スイッチ、LED類を洗って再度組み直した。接合部をよく磨き、ヤニ入りハンダを使えば一瞬で終わる。その時、ロジンのフラックスを刷毛で塗っておけば完璧だ。これは洗わなくても問題ない。
アメリカでは温水用の銅配管に用いていたのを見たが、それは褐色でどこに塗ったかよくわかった。接合作業が終わったら濡れ雑巾で拭取る。これは水に溶けやすいペーストのようだった。
模型ではこれを完全に取るには全体を洗うしかなかった。内部は取りにくいのでBill Melis氏は鍋で煮ると言っていた。
これらは塩化亜鉛を含んでいる。塩化亜鉛を見付けた人は偉い。刺激臭がなくて、塩酸と同様の効果を得られるからだ。筆者は塩酸を使うことがある。臭いので、風のある日に外でやる。酸化被膜が溶けるのが良くわかる。ハンダが非常に良く流れ、ワークをよくぬらす。ハンダの量がすぐに見当が付くのではみ出しも少ない。
最近は見ないが、アメリカでは ”acid core"という糸ハンダがあった。内部に塩化亜鉛ペーストが入っている。もうすでに使い尽くして無いが、板金のハンダ付けには便利であった。これも後で水洗いを完全に行わないとひどく錆びて来た。
最近久保田氏の記事がTMSに載り、ペースト使用に意義があるような錯覚が生まれているがやめるべきだ。理屈がすべて分かっている人なら良いが、ほとんどの人はそうではない。
ロジン系のペーストは酸化物を溶かす力が弱く、完全に金属面が露出していないとハンダでぬらすことが出来ない。そういう観点で見ると、内野氏のハンダ付けはペーストではないと思われる。ゴテゴテとは付いているが、良くぬれているのである。ということは…。
2025年09月18日
続々 塩化亜鉛
塩化亜鉛は臭わない塩酸であると考えて良い。その飽和水溶液は320 ℃ まで沸騰しないから、ハンダ付けには十分である。コテは500 ℃前後あるだろうから、触らせるとジュッという。それは必要のないことである。これをやりたい人が多いが、単にコテ先を消耗させるだけで何の意味もない。飛んだ飛沫が何をしでかすか、ということにも興味がない人が多い。
 コテ先は高価だ。筆者は自作するが面倒な作業である。太くて大きなコテ先は大物を付ける時に役に立つ。高めの温度に保ち、保持した熱量を一気に流し込むのだ。コテ先には平面が必要なのだが、相も変わらず電気配線用の尖ったコテしか持っていない人が多い。
コテ先は高価だ。筆者は自作するが面倒な作業である。太くて大きなコテ先は大物を付ける時に役に立つ。高めの温度に保ち、保持した熱量を一気に流し込むのだ。コテ先には平面が必要なのだが、相も変わらず電気配線用の尖ったコテしか持っていない人が多い。
熱をその平面を通してワークに伝える。尖ったコテでハンダを介して熱を伝えると効率が良くないし、そのハンダをどのように回収するかという問題も無視できない。
最近の例は見ていないが、昔はコテ先は銅の鋳物で鬆(す)が多かった。炭火で軽く焼いて鈍し、金床の上で丹念に叩いて空洞を無くした。これをしないとすぐに消耗する。 ここで炭を使うのがミソだ。ガスバーナで焼くと酸化被膜ができて穴がふさがらない。炭が燃えて生じる一酸化炭素で銅が還元された状態で叩くのである。火から出した瞬間に酸化が始まるので、大きな鬆は火の中でヤットコで潰しておかないと無くせない。長く火の中にあるとヤットコが焼き戻される。一瞬でできるから難しいことではない。ヤットコは毎回水冷する。
コテ先は銅のブスバァを切ったものを古いコテ先にロウ付けする。こうすれば好きな形にできる。ヒータはよく切れるので、予備をいくつか持っている。
<写真説明>
左から 市販の 60 W用 鋳物の鋳肌が見える
2本目 ブスバァから自作の150W用 あまり減っていない
3本目 市販の150 W用の使用済 多孔質で消耗しやすい ロウ付けして修理する前の状態
右の3本 6 mmの銅板から切り出した150 W用
4番目の形は車体の隅を内側から付けるのに適する。上端の面を斜めに削いで使う。
 コテ先は高価だ。筆者は自作するが面倒な作業である。太くて大きなコテ先は大物を付ける時に役に立つ。高めの温度に保ち、保持した熱量を一気に流し込むのだ。コテ先には平面が必要なのだが、相も変わらず電気配線用の尖ったコテしか持っていない人が多い。
コテ先は高価だ。筆者は自作するが面倒な作業である。太くて大きなコテ先は大物を付ける時に役に立つ。高めの温度に保ち、保持した熱量を一気に流し込むのだ。コテ先には平面が必要なのだが、相も変わらず電気配線用の尖ったコテしか持っていない人が多い。熱をその平面を通してワークに伝える。尖ったコテでハンダを介して熱を伝えると効率が良くないし、そのハンダをどのように回収するかという問題も無視できない。
最近の例は見ていないが、昔はコテ先は銅の鋳物で鬆(す)が多かった。炭火で軽く焼いて鈍し、金床の上で丹念に叩いて空洞を無くした。これをしないとすぐに消耗する。 ここで炭を使うのがミソだ。ガスバーナで焼くと酸化被膜ができて穴がふさがらない。炭が燃えて生じる一酸化炭素で銅が還元された状態で叩くのである。火から出した瞬間に酸化が始まるので、大きな鬆は火の中でヤットコで潰しておかないと無くせない。長く火の中にあるとヤットコが焼き戻される。一瞬でできるから難しいことではない。ヤットコは毎回水冷する。
コテ先は銅のブスバァを切ったものを古いコテ先にロウ付けする。こうすれば好きな形にできる。ヒータはよく切れるので、予備をいくつか持っている。
<写真説明>
左から 市販の 60 W用 鋳物の鋳肌が見える
2本目 ブスバァから自作の150W用 あまり減っていない
3本目 市販の150 W用の使用済 多孔質で消耗しやすい ロウ付けして修理する前の状態
右の3本 6 mmの銅板から切り出した150 W用
4番目の形は車体の隅を内側から付けるのに適する。上端の面を斜めに削いで使う。
2025年09月16日
続 塩化亜鉛
塩酸は刺激臭があるが、塩化亜鉛は不揮発性で臭わない。塩化亜鉛は水溶液中で加水分解し、微量の塩酸と平衡になる。その塩酸ががワークの表面の酸化被膜を溶かして消耗すると補う方向に平衡が移動する。こうして露出したワークの金属面を融けたハンダがぬらすわけだ。この「ぬれ」という概念が理解できないとハンダ付けはうまく行かない。ハンダの中のスズは他の金属と常温でもぬれ合う不思議な性質を持つ。ただし、母材の酸化被膜が無いときに限る。この世の中で、スズ、水銀、インジウムくらいしかそのような性質を持つ金属は無い。水銀は危険であるしインジウムは高価だ。その昔、スズを低い温度で融かすために鉛を配合すると良いと気付いた人はたいしたものだと思う。
要するに、塩化亜鉛は塩酸と同等に働くが臭わないというわけだ。これに気付いた人は素晴らしい。ただし薄い水溶液ではコテの熱で沸騰し、ピチピチと飛ぶ。その飛沫は周りの工具類を錆びさせるし、潮解性があり机に沁み込むといつも湿っていて気分が良くない。さらに木材に沁み込んだ塩化亜鉛は木材の中のセルロースの水素結合を緩め、可塑性を生じさせる。すなわち、木材の机は凹む。これに気付いている人はほとんどいないが、友人宅で軟らかくなった机はよく見る。いつも湿っていて、そこに工具を置くとたちまち錆びてしまう。
この可塑化を利用した商品が絶縁材に用いられるいわゆる「ファイバー」であるが、これに気付いている人には会ったことがない。
ハンダコテを突っ込んでジューッとやると、煙霧が出る。これは塩化亜鉛を含む水滴で、どこかに流れていき室内の電気器具には致命的な損傷を与える。作業台の前には空気清浄機を置くべきだ。筆者は3台並べて完全に吸い込ませている。もっとも、筆者は音がしないハンダ付けを心がけているから、心配する必要はないのだ。むしろハンダ付けよりも、紙やすりの削りカスの粉塵対策である。
要するに、塩化亜鉛は塩酸と同等に働くが臭わないというわけだ。これに気付いた人は素晴らしい。ただし薄い水溶液ではコテの熱で沸騰し、ピチピチと飛ぶ。その飛沫は周りの工具類を錆びさせるし、潮解性があり机に沁み込むといつも湿っていて気分が良くない。さらに木材に沁み込んだ塩化亜鉛は木材の中のセルロースの水素結合を緩め、可塑性を生じさせる。すなわち、木材の机は凹む。これに気付いている人はほとんどいないが、友人宅で軟らかくなった机はよく見る。いつも湿っていて、そこに工具を置くとたちまち錆びてしまう。
この可塑化を利用した商品が絶縁材に用いられるいわゆる「ファイバー」であるが、これに気付いている人には会ったことがない。
ハンダコテを突っ込んでジューッとやると、煙霧が出る。これは塩化亜鉛を含む水滴で、どこかに流れていき室内の電気器具には致命的な損傷を与える。作業台の前には空気清浄機を置くべきだ。筆者は3台並べて完全に吸い込ませている。もっとも、筆者は音がしないハンダ付けを心がけているから、心配する必要はないのだ。むしろハンダ付けよりも、紙やすりの削りカスの粉塵対策である。
2025年09月14日
塩化亜鉛
今野氏のブログで、達人だった内野氏の若かりし頃の作品紹介で、ハンダ付けのフラックスについて書かれている。
塩化亜鉛をフラックスとして使うようになったのはいつ頃だろうかという問いかけがあった。それは明治時代であろうということは間違いない。
日本ではロウ付けも千年以上の歴史がある。ロウ付けはいわゆる硬ロウである銀ロウで、軟ロウとしてのハンダもそれと同等以上の歴史がある。そのフラックスとして梅酢を使うという記述も見つかる。
銅の樋を作ったりするときにハンダ付けをするのは、大きな焼きゴテを使う。模型工作をするときも同じであったはずだ。

 博物館所蔵の一番古そうな文献は昭和5年の本間氏の本である。この本は伊藤 剛氏が愛読していた 「電車と電氣機關車の作り方」という本である。当時からプロは塩酸を使っていたのである。塩酸は揮発性で臭いので、亜鉛(トタン板を入れるとイオン化傾向の差で局部電池が出来、亜鉛だけが溶けて行く。この時、母材の鉄は触媒として機能する。)を入れると薦めている。入れると塩酸がほとんど反応するので、臭いが少なくなるわけだ。
博物館所蔵の一番古そうな文献は昭和5年の本間氏の本である。この本は伊藤 剛氏が愛読していた 「電車と電氣機關車の作り方」という本である。当時からプロは塩酸を使っていたのである。塩酸は揮発性で臭いので、亜鉛(トタン板を入れるとイオン化傾向の差で局部電池が出来、亜鉛だけが溶けて行く。この時、母材の鉄は触媒として機能する。)を入れると薦めている。入れると塩酸がほとんど反応するので、臭いが少なくなるわけだ。
筆者が小学校の帰りに見ていた銅で樋を作る職人は塩酸を用いていた。時々そのおじいさんは手ほどきをしてくれた。その延長上に現在の自分がある。筆者のハンダ付けを孫に見せると感動する。
祖父江氏と知り合って、塩化亜鉛飽和溶液を試すように現物を持って行ったが、彼は塩酸以外使わなかった。濃塩酸を3倍程度に薄めたものを竹串の先を崩したもので塗っていた。
本間氏の文章にもあるように隙間に沁み込ませて少量のハンダで仕上げるというのが極意である。
塩化亜鉛をフラックスとして使うようになったのはいつ頃だろうかという問いかけがあった。それは明治時代であろうということは間違いない。
日本ではロウ付けも千年以上の歴史がある。ロウ付けはいわゆる硬ロウである銀ロウで、軟ロウとしてのハンダもそれと同等以上の歴史がある。そのフラックスとして梅酢を使うという記述も見つかる。
銅の樋を作ったりするときにハンダ付けをするのは、大きな焼きゴテを使う。模型工作をするときも同じであったはずだ。
 博物館所蔵の一番古そうな文献は昭和5年の本間氏の本である。この本は伊藤 剛氏が愛読していた 「電車と電氣機關車の作り方」という本である。当時からプロは塩酸を使っていたのである。塩酸は揮発性で臭いので、亜鉛(トタン板を入れるとイオン化傾向の差で局部電池が出来、亜鉛だけが溶けて行く。この時、母材の鉄は触媒として機能する。)を入れると薦めている。入れると塩酸がほとんど反応するので、臭いが少なくなるわけだ。
博物館所蔵の一番古そうな文献は昭和5年の本間氏の本である。この本は伊藤 剛氏が愛読していた 「電車と電氣機關車の作り方」という本である。当時からプロは塩酸を使っていたのである。塩酸は揮発性で臭いので、亜鉛(トタン板を入れるとイオン化傾向の差で局部電池が出来、亜鉛だけが溶けて行く。この時、母材の鉄は触媒として機能する。)を入れると薦めている。入れると塩酸がほとんど反応するので、臭いが少なくなるわけだ。筆者が小学校の帰りに見ていた銅で樋を作る職人は塩酸を用いていた。時々そのおじいさんは手ほどきをしてくれた。その延長上に現在の自分がある。筆者のハンダ付けを孫に見せると感動する。
祖父江氏と知り合って、塩化亜鉛飽和溶液を試すように現物を持って行ったが、彼は塩酸以外使わなかった。濃塩酸を3倍程度に薄めたものを竹串の先を崩したもので塗っていた。
本間氏の文章にもあるように隙間に沁み込ませて少量のハンダで仕上げるというのが極意である。
2025年09月12日
今月のとれいん誌の記事
友人から問い合わせがあった。
「今月号のとれいん誌に載っている記事は正しいのか?」
筆者の近在の書店には当該の雑誌は置いてないので、街まで行った時に見てきた。何度読んでも何が言いたいのか、さっぱり分からない記事であった。構造の説明もほとんどない。
・重心移動をさせる?
・高速運転をしないとわからない。
・自宅では無理でJAMの会場でテストしたい
というようなことが書いてあった。
重心移動で傾かせるということがよく分からない。止まっている時ではなく走っている時に起こさせるようだ。しかもかなりの高速でないと駄目らしい。
今回の記事ではスケールスピードに拘りたくないと書いてある。それなら実物をスケールダウンした車輌を作る必要はなさそうだ。
編集者は一体何を考えているのかわからない。
(追記)
読者の方々からの情報では重心を内側に移動するらしい。その量は台車の回転角で決まるようだ。半径をいくつにして移動量を想定したのかが不明である。そこには物理計算があるのだろうか。
筆者の思い込みの部分は横線で消している。
早い話が、出来ないことをやろうとしているように見える。以前にも書いたが、遠心力を模型で感じることは無理である。実物を正しい縮尺の線路半径で走らせ、その円周速度が実物を再現しているとしよう。遠心力は半径の関数であるから、小さくなる。とても無理だということは高校1年生でもわかる。
以前にも書いたように、模型では遠心力に絡んだことは考えても仕方が無い。線路のカントや振子機構は機能しない。すべて見かけだけのことである。ずいぶん前になるが、TMSに台車の回転角で車体を傾斜させるアイデアが載った。当時それを見てバカにする人は多かったが、あれが唯一の正しい記事である。
「模型は実物の一次近似だ」と言った人が居たが、大きさの効果が全く分かっていない。今回もそれが繰り返されているようにしか見えない。
どなたかこの模型に対して情報をお持ちの方はお知らせ願う。
(追記2)
重心移動の効果が表れるのはスケールスピードをはるかに上回る速度で、極端に小さな回転半径に突っ込ませたときであろう。それが模型として意味があるのかは疑わしい。
「今月号のとれいん誌に載っている記事は正しいのか?」
筆者の近在の書店には当該の雑誌は置いてないので、街まで行った時に見てきた。何度読んでも何が言いたいのか、さっぱり分からない記事であった。構造の説明もほとんどない。
・重心移動をさせる?
・高速運転をしないとわからない。
・自宅では無理でJAMの会場でテストしたい
というようなことが書いてあった。
重心移動
今回の記事ではスケールスピードに拘りたくないと書いてある。それなら実物をスケールダウンした車輌を作る必要はなさそうだ。
編集者は一体何を考えているのかわからない。
(追記)
読者の方々からの情報では重心を内側に移動するらしい。その量は台車の回転角で決まるようだ。半径をいくつにして移動量を想定したのかが不明である。そこには物理計算があるのだろうか。
筆者の思い込みの部分は横線で消している。
以前にも書いたように、模型では遠心力に絡んだことは考えても仕方が無い。線路のカントや振子機構は機能しない。すべて見かけだけのことである。ずいぶん前になるが、TMSに台車の回転角で車体を傾斜させるアイデアが載った。当時それを見てバカにする人は多かったが、あれが唯一の正しい記事である。
「模型は実物の一次近似だ」と言った人が居たが、大きさの効果が全く分かっていない。今回もそれが繰り返されているようにしか見えない。
どなたかこの模型に対して情報をお持ちの方はお知らせ願う。
(追記2)
重心移動の効果が表れるのはスケールスピードをはるかに上回る速度で、極端に小さな回転半径に突っ込ませたときであろう。それが模型として意味があるのかは疑わしい。
2025年09月10日
hat section
 友人にハンダ付けしたばかりの床板を見せた。連結器の部分は座屈しないように厚く貼り足し、背骨部分とは噛み合わせてある。
友人にハンダ付けしたばかりの床板を見せた。連結器の部分は座屈しないように厚く貼り足し、背骨部分とは噛み合わせてある。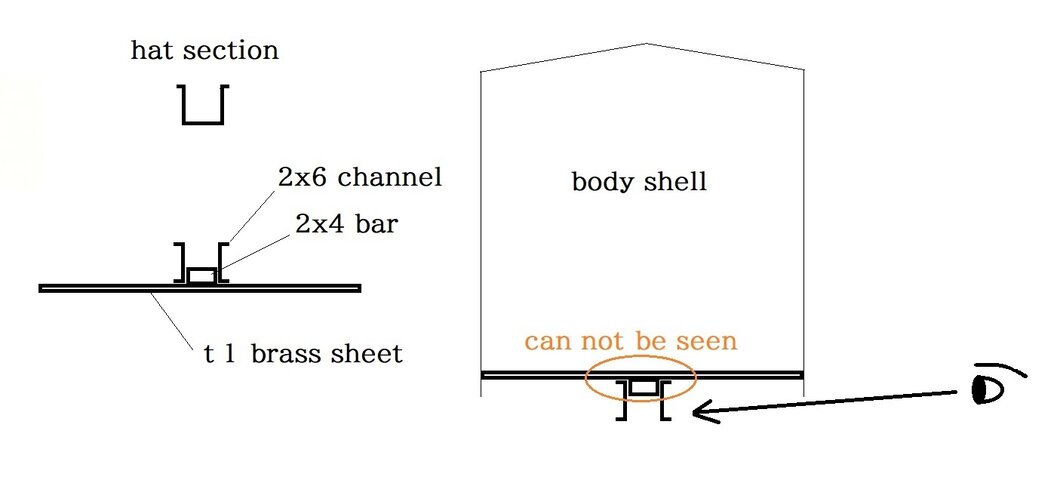 背骨部分にハット・セクションを使いたかったが、その部品がない。仕方が無いから、それらしく見えるようにチャネルを貼った。床板に接触している部分は真横から見ても全く見えない。下の部分だけが外側に曲がっているのが見える。そのようなアングルを探したが良いものが見つからない。たまたまチャネルを見つけて、当ててみると長さも高さもぴったりだった。背骨の2x4角材も見つかった。
背骨部分にハット・セクションを使いたかったが、その部品がない。仕方が無いから、それらしく見えるようにチャネルを貼った。床板に接触している部分は真横から見ても全く見えない。下の部分だけが外側に曲がっているのが見える。そのようなアングルを探したが良いものが見つからない。たまたまチャネルを見つけて、当ててみると長さも高さもぴったりだった。背骨の2x4角材も見つかった。これらを t 1の床板に隙間なくハンダ付けをせねばならない。初めに角材に50%でチョン付けして位置を決め、クランプで動かないようにする。200 Wのコテでチャネルを押し当て、加熱する。塩化亜鉛の飽和溶液を垂らしてあっても音はしない。 63%ハンダのワイヤを当てるとつるりと沁み込む。全長に亘って沁み込ませて、次は反対側を付けて出来上がりだ。
この種の仕事にガスバーナを使うと全体が反ってしまう。大きなコテは伝熱面積が大きいので炭素棒より都合が良い。炭素棒では局部的な加熱で微妙な歪みが残る。
全面ハンダ付けをしたので極端に剛性の大きな床板になった。長編成を連結しても大丈夫だ。筆者の貨車はこのような構成のものが多い。
2025年09月08日
JAMの感想
友人が来訪した。彼の作品を鑑賞し、その動きを確かめた。素晴らしかった。彼は工学を修め、某大企業で開発の第一線に居た人である。設計には素晴らしい工夫が凝らされ、最近のTMSの記事のレヴェルとはかなりの違いがある。
JAMに行ったのだそうだ。その感想を聞きたかった。筆者はこの10年ほどご無沙汰しているので、その後の様子が聞きたかったのだ。
一言で言うと「あまりにもつまらなく、今後どうなるか分からない」であった。
たくさんの団体がクラブ単位で参加しているらしい。そのクラブごとに、「我々はこの部分で工夫を凝らしている」という主張があれば良いのだが、ほとんど何もない。ただの烏合の衆であるらしい。
何とかコンテストという小学生レヴェルの競争があったそうだが、見る価値は無かった。
TMS1000号を記念する山崎氏礼賛のおべんちゃら講演があったが、中身は見当が付くので行かなかったそうだ。
ところで100号までのDVDも出たが、あれには価値があるだろうか。当博物館には紙の本があるので、既に全部読んでいたということもあるが、単なる昔話である。殆ど客観性の無い話が延々とある。筆者は職業柄、客観性の無い話には興味がない。しかも素人の思い込みに基づく話が多いので、根本的に価値があるとは思えないのだ。
伊藤 剛氏、合葉博治氏、井上豊氏など、本物と模型の両方に抜きんでた能力を持つ人がもっと深く参加すべきであったと思う。彼らはかなり努力したが、山崎氏の方針を変えるまでには至らなかった。
合葉氏は「正しい鉄道模型」という言葉を出して筆者の模型をこの国に広めるという遠大な計画を持っておられたが、病に斃れてしまった。
それが今でも続いていて、礼賛記事が掲載されるということは今後も変わらないということなのかもしれない。
今回の客人は工学の分野の達人であるので、色々なところで勉強になった。
JAMに行ったのだそうだ。その感想を聞きたかった。筆者はこの10年ほどご無沙汰しているので、その後の様子が聞きたかったのだ。
一言で言うと「あまりにもつまらなく、今後どうなるか分からない」であった。
たくさんの団体がクラブ単位で参加しているらしい。そのクラブごとに、「我々はこの部分で工夫を凝らしている」という主張があれば良いのだが、ほとんど何もない。ただの烏合の衆であるらしい。
何とかコンテストという小学生レヴェルの競争があったそうだが、見る価値は無かった。
TMS1000号を記念する山崎氏礼賛のおべんちゃら講演があったが、中身は見当が付くので行かなかったそうだ。
ところで100号までのDVDも出たが、あれには価値があるだろうか。当博物館には紙の本があるので、既に全部読んでいたということもあるが、単なる昔話である。殆ど客観性の無い話が延々とある。筆者は職業柄、客観性の無い話には興味がない。しかも素人の思い込みに基づく話が多いので、根本的に価値があるとは思えないのだ。
伊藤 剛氏、合葉博治氏、井上豊氏など、本物と模型の両方に抜きんでた能力を持つ人がもっと深く参加すべきであったと思う。彼らはかなり努力したが、山崎氏の方針を変えるまでには至らなかった。
合葉氏は「正しい鉄道模型」という言葉を出して筆者の模型をこの国に広めるという遠大な計画を持っておられたが、病に斃れてしまった。
それが今でも続いていて、礼賛記事が掲載されるということは今後も変わらないということなのかもしれない。
今回の客人は工学の分野の達人であるので、色々なところで勉強になった。
2025年09月06日
UPのタンク車の改良
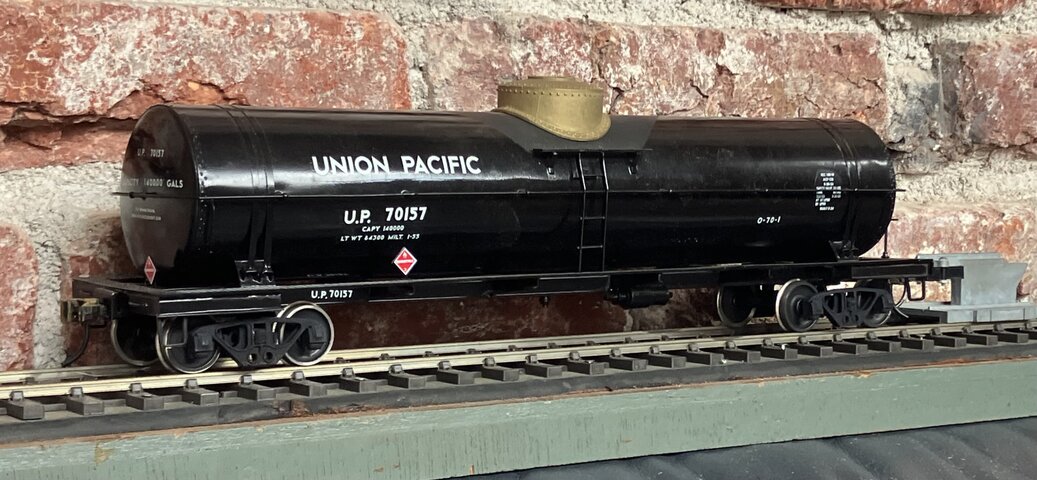
 このタンク車は以前紹介したものである。塗装を工夫して頂部のざらつきを表現している。滑り止めである。この”textureを変える” 手法はアメリカの友人の間で話題になり、かなりの人が採用してくれた。それは嬉しい話だったが、この模型ではその大きさ(面積)を失敗したような気がしていた。
このタンク車は以前紹介したものである。塗装を工夫して頂部のざらつきを表現している。滑り止めである。この”textureを変える” 手法はアメリカの友人の間で話題になり、かなりの人が採用してくれた。それは嬉しい話だったが、この模型ではその大きさ(面積)を失敗したような気がしていた。 このタンク車は安達製作所からのジャンクから作った物で、製品(この写真上)とはいろいろな点が異なる。ハシゴの上のデッキが低く、その結果ざらつきのある塗装の面積が大きくなった。大き過ぎるのである。ドームが小さいから、デッキをもう少し上にしておけばよかったと後悔したが遅かった。大きなドームを作るべきだったのだ。
このタンク車は安達製作所からのジャンクから作った物で、製品(この写真上)とはいろいろな点が異なる。ハシゴの上のデッキが低く、その結果ざらつきのある塗装の面積が大きくなった。大き過ぎるのである。ドームが小さいから、デッキをもう少し上にしておけばよかったと後悔したが遅かった。大きなドームを作るべきだったのだ。最近、残ったパーツをすべて出して何が出来るか洗い出している。何台かは完成し、残パーツは処分するつもりであった。その中に Lobaugh のドームがあった。かなり大きなもので、当ててみると不自然ではない。UPの写真集を見ても合格の範囲にある。

 塗装済みの貨車の一部のハンダを剥がすのは出来なくはないが、失敗すれば全塗装になるのも癪である。そこでドーム の上半分をカッティング・ディスクで落としてしまった。そうしてドームを被せて載せた写真がこれである。細かいパーツとしては、ドーム上の蓋と安全弁を付け直せば完成である。
塗装済みの貨車の一部のハンダを剥がすのは出来なくはないが、失敗すれば全塗装になるのも癪である。そこでドーム の上半分をカッティング・ディスクで落としてしまった。そうしてドームを被せて載せた写真がこれである。細かいパーツとしては、ドーム上の蓋と安全弁を付け直せば完成である。 
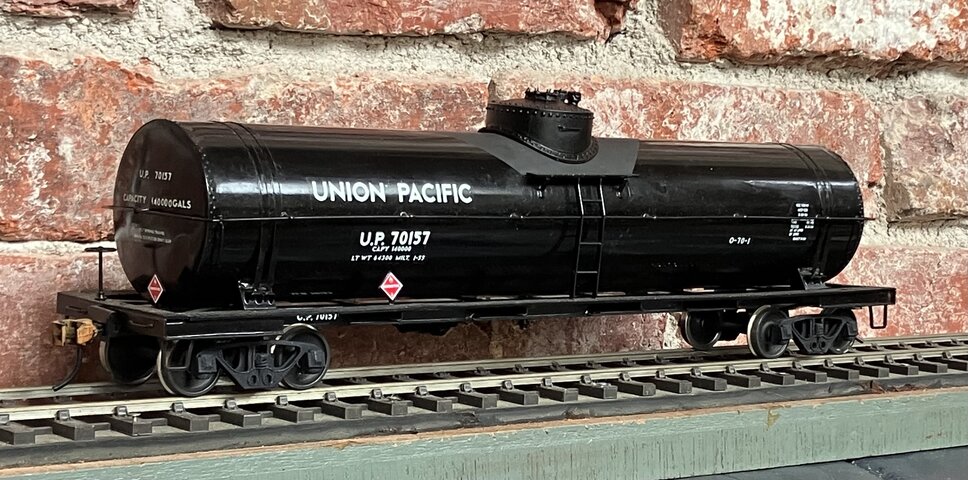 艶あり塗装をしてから載せて完成だ。接着はスーパーXを使えばだれも気が付かないように直せる。上から見ても、艶消しの部分が減って自然な感じだ。
艶あり塗装をしてから載せて完成だ。接着はスーパーXを使えばだれも気が付かないように直せる。上から見ても、艶消しの部分が減って自然な感じだ。2025年09月04日
3本の電池を直列充電する
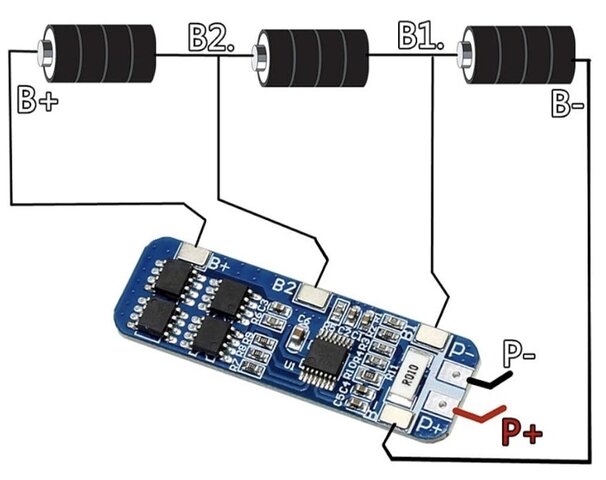 リチウムイオン電池を3本直列で使うが、その充電は直列にはできない。電池の能力にはある程度のばらつきがある。
リチウムイオン電池を3本直列で使うが、その充電は直列にはできない。電池の能力にはある程度のばらつきがある。直列充電であれば、どれか1本の容量が少なければ充電途中で他の充電が少ないにも拘らず充電を停止したり、逆に過充電になることもあるだろう。それが心配で、なかなか完成に持ち込めなかった。
このようなことを防ぐには、各電池の電圧を監視する安全装置が必要であった。高価なものかと思っていたが、A氏に一つ200円台で手に入ると聞き、頒けてもらった。
充電端子は車体の端に付け、行き止まり線路で地上子に接触するようにする。ヤードの端にそのような装置をつければ、そこで停止すれば自然に充電できる。
この機関車が一応完成してからかなり経つが、この部分が未完成で役に立たなかった。これでうまく行くはずだ。ヤードの完成を急ぎたい。
2025年09月02日
続 クランクピンのネジ切
今野氏から連絡があった。早速やってみたそうだ。Youtube に動画がある。この種の情報をすぐ実験するところが尊敬できる。普通の人は聞き流して終わりだ。
最後に主軸を逆転させてダイスを抜いているが、それが正しい。電動で戻す方が楽であることを書くのを忘れた。ネジを傷つけることもなくなる。
動画の前半の正回転は速度が大き過ぎるかもしれない。ベルトを架替えて再低速にすると良い。そうすればチョンチョンと動かす必要もない。じわっと正回転させれば、心押し台のクランクを廻すのも気楽だ。この前進速度が気になる人もあろうが、何も気にしなくてもうまく行く。ダイスは自然に前進するので、抜けない様に押すわけだ。力を抜いて廻す。決して押してはいけない。自然に同調するから気楽である。
ダイスがワークに当たりそうになったら、送りを止めるだけだ。心押し台からダイス・ホルダがわずかに引き出され、トルクがなくなる。ダイス・ホルダは共廻りしている。テーパに油が注してあるので滑らかに廻るはずだ。
電源を切って今度は逆転するが、その前に心押し台は少し後退させておく。主軸の逆転によりダイス・ホルダは右に押し出されてくる。何かの間違いで心押し台に当たると切ったネジによって推力が生まれ、ワークのネジが潰れたりする。しかしあらかじめ心押し台を下げておけば問題ない。
プロは失敗しない方法でやり、アマチュアはプロでもできない方法でやろうとし、失敗を重ねる。これは事実である。
最後に主軸を逆転させてダイスを抜いているが、それが正しい。電動で戻す方が楽であることを書くのを忘れた。ネジを傷つけることもなくなる。
動画の前半の正回転は速度が大き過ぎるかもしれない。ベルトを架替えて再低速にすると良い。そうすればチョンチョンと動かす必要もない。じわっと正回転させれば、心押し台のクランクを廻すのも気楽だ。この前進速度が気になる人もあろうが、何も気にしなくてもうまく行く。ダイスは自然に前進するので、抜けない様に押すわけだ。力を抜いて廻す。決して押してはいけない。自然に同調するから気楽である。
ダイスがワークに当たりそうになったら、送りを止めるだけだ。心押し台からダイス・ホルダがわずかに引き出され、トルクがなくなる。ダイス・ホルダは共廻りしている。テーパに油が注してあるので滑らかに廻るはずだ。
電源を切って今度は逆転するが、その前に心押し台は少し後退させておく。主軸の逆転によりダイス・ホルダは右に押し出されてくる。何かの間違いで心押し台に当たると切ったネジによって推力が生まれ、ワークのネジが潰れたりする。しかしあらかじめ心押し台を下げておけば問題ない。
プロは失敗しない方法でやり、アマチュアはプロでもできない方法でやろうとし、失敗を重ねる。これは事実である。
2025年08月31日
クランクピンのネジ切
今野氏のブログで紹介されていた方法では手間が掛かるので、プロから習った方法を紹介したい。
 快削棒材を主軸コレットに銜えて所定の径に削る。ダイスをダイス・ホルダに入れてネジをきっちり締める。偏心があれば薄いシムをはさんで心を出して置く。
快削棒材を主軸コレットに銜えて所定の径に削る。ダイスをダイス・ホルダに入れてネジをきっちり締める。偏心があれば薄いシムをはさんで心を出して置く。
心押台のテーパをよく掃除し、油を塗っておく。ダイス・ホルダのテーパも同様である。
ネジは一番奥まで切りたい。途中でやめればその後は手でやらねばならない。これを効率良くやりたいわけだ。
ワークを最低速で廻し、心押台をゆっくり押し付ける。クランクを廻す速度はネジが喰い込んでいく速度に同調させる。難しそうに見えるが簡単である。押付け気味にしてもそれ以上の速度では入らないからだ。
ダイスが接触する寸前でクランクの回転(進ませる方向)を止める。するとダイスは喰い込み、引張られて心押台から抜ける。そのまま回転を続けるがネジは切れて行かない。トルクが発生しないからである。すなわちネジ切りはそこで終了である。
心押台を後退させてから、ダイス・ホルダを手で握って主軸を逆転すると抜けて来る。
これは難しそうに見えるが、実に簡単である。コツは送りを止めるタイミングである。ダイスとワークの隙間がなくなる寸前で止めるのである。送りがゆっくりなので失敗はないはずだが、心押台のネジのバックラッシの量を覚えておくことは必要である。
また、テーパの掃除と注油は不可欠である。
<註> 英語では die は単数である。日本語では一つでも複数形に相当する言葉になっている。すなわち、ダイス・ホルダというのは奇妙な表現ではある。
次回にあるように主軸を逆転させると早い。訂正させて戴く。
 快削棒材を主軸コレットに銜えて所定の径に削る。ダイスをダイス・ホルダに入れてネジをきっちり締める。偏心があれば薄いシムをはさんで心を出して置く。
快削棒材を主軸コレットに銜えて所定の径に削る。ダイスをダイス・ホルダに入れてネジをきっちり締める。偏心があれば薄いシムをはさんで心を出して置く。心押台のテーパをよく掃除し、油を塗っておく。ダイス・ホルダのテーパも同様である。
ネジは一番奥まで切りたい。途中でやめればその後は手でやらねばならない。これを効率良くやりたいわけだ。
ワークを最低速で廻し、心押台をゆっくり押し付ける。クランクを廻す速度はネジが喰い込んでいく速度に同調させる。難しそうに見えるが簡単である。押付け気味にしてもそれ以上の速度では入らないからだ。
ダイスが接触する寸前でクランクの回転(進ませる方向)を止める。するとダイスは喰い込み、引張られて心押台から抜ける。そのまま回転を続けるがネジは切れて行かない。トルクが発生しないからである。すなわちネジ切りはそこで終了である。
心押台を後退させてから、ダイス・ホルダを手で握って主軸を逆転すると抜けて来る。
これは難しそうに見えるが、実に簡単である。コツは送りを止めるタイミングである。ダイスとワークの隙間がなくなる寸前で止めるのである。送りがゆっくりなので失敗はないはずだが、心押台のネジのバックラッシの量を覚えておくことは必要である。
また、テーパの掃除と注油は不可欠である。
<註> 英語では die は単数である。日本語では一つでも複数形に相当する言葉になっている。すなわち、ダイス・ホルダというのは奇妙な表現ではある。
次回にあるように主軸を逆転させると早い。訂正させて戴く。
2025年08月29日
プロとアマ
最近舌鋒が鋭くなってきましたね、と言われるようになった。
「模型作りなのだから、皆さん好きなように作れば良いのではないですか、趣味なんだから…」と言う。
確かにそうではあるが、それが活字になり、動画で流布されている状態は決して良いとは言えない。昔から模型雑誌というのはそういう記事が大半で、プロのテクニックを紹介する記事というのはまずお目に掛からなかった。最近のスリコギ持ちの話など「衝撃的でした」という連絡をたくさんもらった。「理屈に適って、簡単で確実だ。」と言う。
中高生の頃、TMSの記事を読んで父に話すと、見せてみろと言う。読むと父は、「こんな雑誌を読むと頭が悪くなる」とそのページを縦裂きにされたことがある。確かに今読み返すと無茶苦茶な記事であった。
菅原氏の工作本はプロに取材していないのは明白だ。工学を修めた方でもなかったようだ。晩年に直接お会いすることが何度かあった。やんわりとそこを衝くと、「おっしゃる通りなのです。もっと詳しい方にお話を聞くべきでしたが、山崎氏がずいぶん気に入ってしまってこれで良いとおっしゃったのでそのまま行ってしまいました。理学畑の方や工学系の方からの知見を入れるべきでした。貴方がそういう本を作ってください。」と言われた。それがこのブログを始めたきっかけの一つである。
山崎氏は工学からかなり遠いところにあった人で、ものづくりの本質を理解しているとはとても思えなかった。筆者は子供のころから技術者、職人に囲まれた環境に居たので、そういう点では恵まれていた。旋盤職人の超絶技巧を当たり前のように見ていたのである。最近はYouTubeでその種の仕事を見られる。中には怪しいのもあるが、概して素晴らしい。
プロのテクニックを見れば、アマチュアの独り善がりの方法など価値がないことは明白になるだろう。
「模型作りなのだから、皆さん好きなように作れば良いのではないですか、趣味なんだから…」と言う。
確かにそうではあるが、それが活字になり、動画で流布されている状態は決して良いとは言えない。昔から模型雑誌というのはそういう記事が大半で、プロのテクニックを紹介する記事というのはまずお目に掛からなかった。最近のスリコギ持ちの話など「衝撃的でした」という連絡をたくさんもらった。「理屈に適って、簡単で確実だ。」と言う。
中高生の頃、TMSの記事を読んで父に話すと、見せてみろと言う。読むと父は、「こんな雑誌を読むと頭が悪くなる」とそのページを縦裂きにされたことがある。確かに今読み返すと無茶苦茶な記事であった。
菅原氏の工作本はプロに取材していないのは明白だ。工学を修めた方でもなかったようだ。晩年に直接お会いすることが何度かあった。やんわりとそこを衝くと、「おっしゃる通りなのです。もっと詳しい方にお話を聞くべきでしたが、山崎氏がずいぶん気に入ってしまってこれで良いとおっしゃったのでそのまま行ってしまいました。理学畑の方や工学系の方からの知見を入れるべきでした。貴方がそういう本を作ってください。」と言われた。それがこのブログを始めたきっかけの一つである。
山崎氏は工学からかなり遠いところにあった人で、ものづくりの本質を理解しているとはとても思えなかった。筆者は子供のころから技術者、職人に囲まれた環境に居たので、そういう点では恵まれていた。旋盤職人の超絶技巧を当たり前のように見ていたのである。最近はYouTubeでその種の仕事を見られる。中には怪しいのもあるが、概して素晴らしい。
プロのテクニックを見れば、アマチュアの独り善がりの方法など価値がないことは明白になるだろう。
2025年08月27日
炭素棒ハンダ付け装置
Resistance Soldering Unit(炭素棒ハンダ付け装置)に関する質問が急に多くなってきた。
「どこで手に入るのか?」
「いくらぐらいなのか?」
「自作は難しいのか?」などである。
筆者がキットを頒布してから10年以上経つ。おそらくもう使っていない(お亡くなりになった等)機械がある筈なので、それを譲渡してくれるとありがたい。
一部のおかしな人は「未開封でそのまま置いてある。将来値が上がる。」と言っているが、それは無理である。高梨氏が安価にできる方法を紹介されたので、値上がりを期待するのは絶望的である。そういう方からは筆者が未組キットを買い戻して希望者に譲りたい。
それを持ちかけたことがあるが、「絶対に渡さない。」と言った。救い難い人である。
先述の自作には旋盤工作が必要なので、ある程度の数がまとまれば作って差し上げる。一つだけでは大変だ。電線は超柔軟線があるのでそれを使いたい。
筆者の頒布したものは長年Oゲージ車輌を作り続けて得られた知見を基に作っているので、HO以下では強過ぎるという意見があるようだ。高梨氏が低電圧化の工夫を紹介されているが、 むしろ足踏スウィッチをいかに速く断続して踏むかということの方が大切であると感じる。筆者がカチカチと踏むのを見て驚く人は多い。かかとを付けてつま先で踏む。それだけのことなのだがあまりやっている人が居ないようだ。
スウィッチを踏みっ放しにすると薄板は熔けてしまう可能性がある。先端を赤くさせないようにするのが唯一のコツである。
「どこで手に入るのか?」
「いくらぐらいなのか?」
「自作は難しいのか?」などである。
筆者がキットを頒布してから10年以上経つ。おそらくもう使っていない(お亡くなりになった等)機械がある筈なので、それを譲渡してくれるとありがたい。
一部のおかしな人は「未開封でそのまま置いてある。将来値が上がる。」と言っているが、それは無理である。高梨氏が安価にできる方法を紹介されたので、値上がりを期待するのは絶望的である。そういう方からは筆者が未組キットを買い戻して希望者に譲りたい。
それを持ちかけたことがあるが、「絶対に渡さない。」と言った。救い難い人である。
先述の自作には旋盤工作が必要なので、ある程度の数がまとまれば作って差し上げる。一つだけでは大変だ。電線は超柔軟線があるのでそれを使いたい。
筆者の頒布したものは長年Oゲージ車輌を作り続けて得られた知見を基に作っているので、HO以下では強過ぎるという意見があるようだ。高梨氏が低電圧化の工夫を紹介されているが、 むしろ足踏スウィッチをいかに速く断続して踏むかということの方が大切であると感じる。筆者がカチカチと踏むのを見て驚く人は多い。かかとを付けてつま先で踏む。それだけのことなのだがあまりやっている人が居ないようだ。
スウィッチを踏みっ放しにすると薄板は熔けてしまう可能性がある。先端を赤くさせないようにするのが唯一のコツである。
2025年08月25日
塩化亜鉛水溶液の誤謬
コテ先を塩化亜鉛水溶液にジュッと浸す場面をよく見るが、あれは百害あって一利なしである。コテ先が消耗し、塩化亜鉛が飛び散って周りの工具が錆びるだけである。絶対にやるべきでない。
面白いのは、「薄めて使ってジュッと音がしているが、飛び散っていない。何の問題もない。」と言う人の存在である。自分に観察力がないことを公言しているわけである。またこの分野の知見を総動員して、こうすると飛ばないという話題を出しているわけだから、飛んでも良いという話を持ち出すのは筋が違う。
塩化亜鉛の飽和溶液の沸点が 320 ℃ 以上ということを覚えておくべきだ。ハンダ付けの最中にフラックスが沸騰するのはおかしい。最初から飽和であれば、ハンダ付けが終わるまでフラックスは沸騰しない。
筆者のハンダ付けを見ていた人が言った。
「全然ジュッという音がしませんね。」
音がするのは塩化亜鉛の濃度が足らないのと直接塩化亜鉛水溶液がコテに触っているから、である。
飽和溶液の作り方で昔の理科の問題を思い出して得々と解説する人が居るが無駄なことだ。瓶に多めに結晶を入れて少量の水を入れると、自然に飽和溶液になる。あるいは、結晶は潮解性なので瓶に入れて蓋を開けて放置すれば、自然に結晶の残った飽和溶液になる。つまらないことに頭を使うべきではない。
ワークに対するコテ先の大きさ、角度をよく考える。コテ先の密着も大きなポイントである。
こういうことを厳密に考えると、コテによるハンダ付けは名人芸の中に入るかも知れない。その意味では炭素棒による加熱は単純で、頭が要らない。ただし炭素棒はコテの補完であって、両方使えないと意味がない。
面白いのは、「薄めて使ってジュッと音がしているが、飛び散っていない。何の問題もない。」と言う人の存在である。自分に観察力がないことを公言しているわけである。またこの分野の知見を総動員して、こうすると飛ばないという話題を出しているわけだから、飛んでも良いという話を持ち出すのは筋が違う。
塩化亜鉛の飽和溶液の沸点が 320 ℃ 以上ということを覚えておくべきだ。ハンダ付けの最中にフラックスが沸騰するのはおかしい。最初から飽和であれば、ハンダ付けが終わるまでフラックスは沸騰しない。
筆者のハンダ付けを見ていた人が言った。
「全然ジュッという音がしませんね。」
音がするのは塩化亜鉛の濃度が足らないのと直接塩化亜鉛水溶液がコテに触っているから、である。
飽和溶液の作り方で昔の理科の問題を思い出して得々と解説する人が居るが無駄なことだ。瓶に多めに結晶を入れて少量の水を入れると、自然に飽和溶液になる。あるいは、結晶は潮解性なので瓶に入れて蓋を開けて放置すれば、自然に結晶の残った飽和溶液になる。つまらないことに頭を使うべきではない。
ワークに対するコテ先の大きさ、角度をよく考える。コテ先の密着も大きなポイントである。
こういうことを厳密に考えると、コテによるハンダ付けは名人芸の中に入るかも知れない。その意味では炭素棒による加熱は単純で、頭が要らない。ただし炭素棒はコテの補完であって、両方使えないと意味がない。
2025年08月23日
ハンダゴテの先
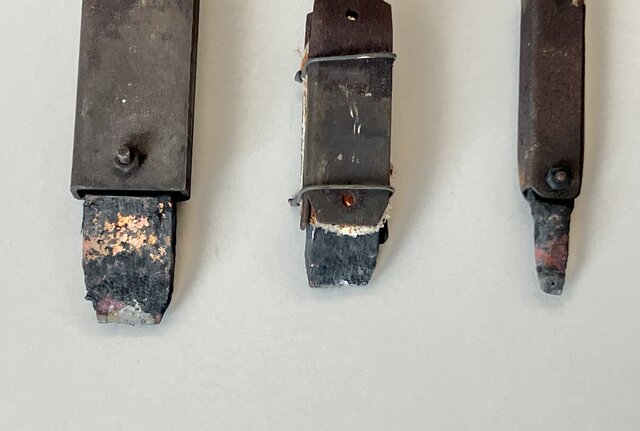
 筆者の板金工作用の3種のコテの先である。左から150 W、100~150 W、60 Wである。
筆者の板金工作用の3種のコテの先である。左から150 W、100~150 W、60 Wである。先が尖ったものは電気配線にしか使わない。先端が平型が模型工作には適する。
この状態では先端はハンダめっきが不完全である。作業が終わった時、熱いままで先端を流水で洗う。塩化亜鉛を落とすためである。そのとき銅の上の酸化被膜が一部剥がれている。ハンダは付いてはいるが、ぴかっとは光っていない。これで良いのだ。
使い始める前に大きなヤスリで形を整える。通電してハンダが融ける温度になる直前に塩化亜鉛の飽和溶液を塗る。以前にも書いたが、塩化亜鉛の飽和溶液の沸点は 320 ℃以上であるから、ピチピチとは音を立てない。そこにハンダを当てると、削って銅の面が出た部分の全体にハンダが廻り、いわゆるハンダめっきがなされる。
焼けた状態でヤスリを掛ける人が多いが、それは間違いである。瞬時に銅の表面が黒くなるのが分かる。熱くなる前に塩化亜鉛飽和溶液で濡らしておき、ハンダが融ける温度になった瞬間にハンダめっきを掛けるわけである。
このハンダめっきについてはおかしな記事があった。発刊当時のとれいん誌で前里氏が書いていたが、コテ全体をハンダめっきすべしというのである。まったく無意味である。そのめっきはすぐに酸化されて剥がれる。一体何が言いたくてあんなことを書いたのだろう。今でもやっているか、聞いてみたいものだ。
コテが熱くなったら、直ちにハンダ付け作業に入って連続して使う。段取りをよく考えて、休ませないように使うのがコツである。作業の「間」が空く時は電圧を下げてコテ先の過熱を避ける。ハンダが付かないという人は、ほとんどこの過熱によってコテ先のハンダが酸化された状態なのだ。その状態では付くわけがない。ハンダコテを熱くしている時間をなるべく短くするべきだ。コテ先、ヒータの寿命は意外と短いものなのだ。
最近は温度を自動制御でうまくコントロールできるコテもあるが、大きなワークには適さない。大きなものは素手では触れない温度(約 80 ℃ )にヘヤ・ドライヤで全体を温めておいて 150~200 W程度のコテを使うと、完璧なハンダ付けが可能である。しかし、大きなワークはガスバーナで加熱するのが最適であろう。しかし普通のガスでは局所的に加熱することは出来ない。酸素・アセチレンを使える人はその種のバーナを入手すると良い。長さが 2 mm程度の極めて高温の炎が出来る。アセチレンの燃焼速度は水素の次に大きいからである。これがあると大きなワークでも予熱なしで局所加熱が出来る。炭素棒をはるかに上廻る発熱が、極めて狭い範囲で起こるからである。