2017年11月
2017年11月29日
rack & pinion
 春先に自宅のWashlet(TOTO製)が壊れた。比較的高級な機種(TCF815)で、購入して4年ほどであった。故障ではなく、自壊したのである。最低だ。
春先に自宅のWashlet(TOTO製)が壊れた。比較的高級な機種(TCF815)で、購入して4年ほどであった。故障ではなく、自壊したのである。最低だ。使用中に、バリバリメリメリと音がして、ノズルが引っ掛かって止まった。押しても引いても動かない。突き出したままだから、トイレは使えない。仕方なく安物を買ってきて、仮に取り付けた。外したものを営業所に送って修理してもらおうと思ったが、現場での修理しか受け付けないと言う。こちらの都合など全くお構いなしで、取り付けた状態しか駄目だと言うのだ。取り付けられている状況を見ないといけないと言う。
何が知りたいのかと聞くと水圧、水質、電源、日照の有無、気温、湿度だと言う。すべての正確なデータを測定して送ったが、屁理屈を付けて、「現場で」と言い張る。
再度取り付けたら、トイレは使えない。滅茶苦茶な方針を押し付けようとする会社だ。出張費が欲しいのだろう。見掛け上の修理費を安くする方便に違いない。押し問答の末、正確な訪問時間を決め、元に戻した。
当日、修理を見ていたら、内部のノズル繰り出し装置がフレクシブルなラックであって、それが折れていた。疲労したのだ。それはプラスティック(多分ナイロン)のラックの中に編みワイヤを封入したもので、いかにも細い。座屈して折れるのは、当たり前だ。
「なんだ、設計が間違っているじゃないか。」と言うと、修理員は申し訳なさそうな顔をして、「この機種の修理はすべて無料でさせて戴いています」と言う。最初からそう言えば良いのに。リコールの対象であるはずだ。購入者に不便を強いている。
代替部品はかなり太く、これなら折れないだろうという形であった。座屈発生というのは、設計者にとって最低の失敗だ。
こんな設計はダメである。今回の転車台のメカニズムの設計は、それを見たときの印象が、大きく影響している。
2017年11月27日
続 turntable indexing
 リング状の歯車を作った。もちろん既存の歯車の内側を削ったのだ。ボス付きの歯車のボスを銜えて廻し、所定の半径に中グリをする。
リング状の歯車を作った。もちろん既存の歯車の内側を削ったのだ。ボス付きの歯車のボスを銜えて廻し、所定の半径に中グリをする。DROの無い旋盤で、中グリをするのは怖い。うっかり削り過ぎると失敗だ。もう余分の材料は無い。何回も寸法をチェックし、2/100mmずつ削って、滑り込みにする。ボスから切り離した瞬間に、このような状態になる。 これをパイプに嵌めてハンダ付けする。モータでパイプを廻すと、ラックが出入りするのだ。
ラックによる伸縮はネジ式に比べると利点が多い。ネジは逆駆動ができないのだ。もちろん三条ウォームのように進み角を大きくすればよいのだが、そんなネジを作っている暇はない。ラックとピニオンなら単純なメカニズムだ。ラックは十分に丈夫な太さにして、転がり摩擦で受けている。ガタはなくした。
今回作っている装置は、すべて逆方向に力が掛かると滑らかに戻る。インデックス(割り出し)の動作で所定の位相で停止するが、制御者の意思が働いていない時は自由に回転できる。制御にはリミット・スウィッチは使わない。スイッチがあると、いかにも機械仕掛けで動いています、という感じを与えるからだ。つまり、玩具っぽい動きになる。本物はとても重いので、カチンカチンと動くことは無いのだ。あたかも人間がそこに居て、動かしているような感じを与えるような設計だ。
要するに人間が意思を持って押しているような動きである。力を入れて所定の位置に持って行く。そこで力を緩めると、別の力が掛かっている時は、逆に動き始めるのだ。言葉では説明しにくいが、試運転を見た人は非常に驚き、「機械の動きのようには見えない。」という言葉が出た。
すべての機構は、2度作り直した。
2017年11月25日
セレーション
 旋盤、フライス盤の整備を続行している。様々な留めネジをレヴァ式に改造している。六角レンチで毎回、締めたり緩めたりするのがとても面倒だからである。
旋盤、フライス盤の整備を続行している。様々な留めネジをレヴァ式に改造している。六角レンチで毎回、締めたり緩めたりするのがとても面倒だからである。フライス盤の場合は、その位置にDROを付けたのでレンチが入りにくい。ネジの当たり面が浅いところにあるときは、座面を相対的に近づける必要があり、座面を削った。鉄鋳物だから、簡単に削れる。
 この種のレヴァは作動位置を選んで、一番都合の良いところにネジの位相を決められる。締めるのは角度で30度くらいの範囲だから、その範囲が手の届きやすい向きにあれば、邪魔にもならず好都合だ。
この種のレヴァは作動位置を選んで、一番都合の良いところにネジの位相を決められる。締めるのは角度で30度くらいの範囲だから、その範囲が手の届きやすい向きにあれば、邪魔にもならず好都合だ。中のネジ頭の外周には刻みがある。これをセレーションという。綴りは serration である。大昔にその言葉は父から聞いたが、綴りを知ったのは30年ほど前である。語源は、ラテン語の鋸だ。シエラ・ネバダ山脈の Sierra とも関係がある。スペイン語でシエラは鋸、ネバダは雪である。雪の積もった鋸山という意味だ。

 要するにギザギザがあって、レヴァの内側にもそれと噛合う内歯がある。バネで押し付けられているから、それに逆らって持ち上げて位相を変える。ギザギザの歯型は、当然インヴォリュートではない。
要するにギザギザがあって、レヴァの内側にもそれと噛合う内歯がある。バネで押し付けられているから、それに逆らって持ち上げて位相を変える。ギザギザの歯型は、当然インヴォリュートではない。似たもので、スプラインがある。 splineは、軸上で動力伝達を行いながら移動する場合である。様々な歯型があり、最近は多数のボールを用いて滑らかに動くものもある。インボリュートもあるようだが、星型とか、六角とかいろいろなものがある。

 最近自宅のフライス盤の留めネジが壊れ始めた。シーズン・クラックである。使おうと思うと、割れて下に落ちている。4個のうち2個が壊れた。力を入れたときに壊れたわけではない。
最近自宅のフライス盤の留めネジが壊れ始めた。シーズン・クラックである。使おうと思うと、割れて下に落ちている。4個のうち2個が壊れた。力を入れたときに壊れたわけではない。中国製だからということもあるだろうが、ダイキャストは信用できないことが分かる。最近の中国製の鉄道模型はどうなるのか。ダイキャスト製はいずれこのように割れてしまうのだろうか。
2017年11月23日
等角逆捻り機構のあり方
客観的であって、自説を売り込もうとか、俺は専門家だぞ、というところが全くない素晴らしい考察であったので、掲載させて戴いた。これで、この範疇のことは一応の決着が付いたように思う。小難しい学術用語は極力排除して戴いてあるので、誰にでも読めると思った。
本来、こういう原稿はTMSに載せるべきであったが、もうすでにそういうこともできなくなりそうだ。
過去に何回も論じたことだが、イコライザとバネは切り離して考えるべきである。議論の前に、ルールを決めなければいけない。自分の都合の良い方向に話を持って行くために、異なる次元のものを持ち込もうとする人がいるからだ。
弾性梁というものを持ち出したい人もいるが、それは「バネ」と「イコライザ」を同時に用いている。
世の中のどんなものも、完全な剛体ではない。しかし剛体と考えて理屈を考えようと言っている。その部材は多少撓むのなら、そのファクタを、別に「バネ」として考えるべきだ。しかし、模型のように小さなものは、事実上剛体として考えて良いのである。ヤング率が一定だから、モーメントが小さい時は曲がらないと考えて、何ら問題ではない。
「バネ」は曲がるような形に作られている。コイルバネをよく見て戴きたい。細かく見ればよく分かるように、原理はトーション・バーなのだが、それを極端に長くしてあって、微小区間での捩じりは目に見えない。しかし全体では、その総和としての伸びが観察できるほどになっている。
さて、天秤棒…は作ってみるまでもなかったが、簡単な実証モデルを作ってみた。作動状況は極めて良くなかった。「使い分け提案」にもあったように、車体の慣性モーメントの小さな、軽いモデルには使えるのかもしれないが、Oスケールでは全く駄目である。車体がプルプルと小刻みに振動し、おもちゃ以下の状態である。
バネで台車を留めた車輌は、この天秤棒…と力学的に等価であるが、調整すれば良い走りを示すし、揺れ加減も具合が良い。ダンピング(振動を減衰させること)のおかげである。
普段ダンピングを考えない人は多いが、それは摩擦の多い模型が大半だということの裏返しなのである。摩擦を減らすと、ダンピングが必要であることが分かる。
理屈をこねるばかりでなく、実証モデルを作ってみられたい。しかし、それをしない人が多過ぎるのである。実験は大切だ。
コメントを寄せて戴きたい。
2017年11月21日
第6章 各種等角逆捻り機構の使い分け提案
最後に、ここまでの考察を通して各機構の使い分けについて考察します。なお、ここでは「ロンビック」を強制的に等角逆捻りさせるリンク機構の代表としています。魔法使いの弟子やヨー軸シーソーの方式もロンビックと同等でしょう。
それでは、
「ロンビックイコライザ(以下Rh式と略)」
「フカヒレイコライザ(同F式)」
「ロール・トーション・バー等角逆捻り(同RT式)」
「ピッチ・トーション・バー等角逆捻り(同PT式)」
の4つについて考えます。
Rh式は基本的な原理が確立していますし、ガタや弾性変形を伴う動きが無いので、等角捻りを必要とする任意の車輌に搭載できると思います。
次にF式は図3のように斜め軸を回転軸としているので、厳密にはロール以外の運動が含まれてしまいます。そのため、ボギー車の場合、台車の回転に伴って、回転軸と台車ピッチング軸の成す角が近付くと、レイルのピッチングの影響を受けやすくなります。この条件になるのは、全長が短く、車幅の大きい(つまり回転軸がロール軸に対して大きな成す角になる)車輌で、しかも台車の回転角度が大きい、つまり急カーヴを曲がる車輌の場合と考えられます。これはちょうどナローのカブースなどではないでしょうか。このような車輌ではF式はピッチングの影響を受けやすいと推察します。
RT式は、既に説明したとおり、軽量の小スケール車輌に簡単に組み込むのに向いていると思います。ボギー車の場合は、台車回転軸がロール以外の動きをしないように、何らかの形で拘束しないといけないでしょう。捩じりバネだけで輪軸を支持するには帯板の使用が有用と思われます。根本的には短編成に用いる二軸車に使用する簡易な方式だと思います。
PT式も前述のとおり、ピッチ剛性が弱いので全長が短い車輌が向いていると思います。あえてピッチングを弱くするのも、動きに面白味を与える上では良いかもしれません。
最後に、これらの使い分け案を表1にまとめて掲載します。
表1 各等角逆捻り機構の使い分け案まとめ
|
名称 |
提案名 |
原理 |
動作 確実性 |
調整性(下) |
考察結果 |
|
ロンビックイコライザ |
リンクによる |
|
△ |
工作が可能ならば全般的に良好 |
|
|
フカヒレイコライザ |
上記を簡易化し、 |
|
○ |
台車が大角度で回転する小型ボギー車には懸念有り |
|
|
天秤棒イコライザ |
ロール・トーション・バー等角逆捻り |
バネ釣合による |
|
○ |
小型二軸車などに容易に設置可 |
|
90度捻り天秤棒 |
ピッチ・トーション・バー等角逆捻り |
上記のピッチ軸版 |
|
△ |
短尺小スケールの |
2017年11月19日
第5章 輪軸の弾性支持に関する考察
輪軸の弾性支持(要するにバネを利かせること)は、小型模型では【質量 対 バネ定数】の比率が本質的に実物と同値にできない上に、輪軸の変位が実物よりもはるかに大きいため、非常に難しい課題です。
見掛けの動きだけを実物的に見せるのであれば、変位を最小限に抑える非弾性支持の等角逆捻りで良いと思いますが、ジョイント音や弾性的な動きに魅力を感じる様でしたら評価が全く異なると思います。ちょうど中間的ないわゆる「天秤棒イコライザ」、ロール・トーション・バー等角逆捻りは、ロールだけを弾性支持にしたものですので、ワークスK氏の言うように「軸座バネ式の自由度を減じたもの」でしょう。こちらはイコライザ同様に変位を最小化可能であり、バネ長が長いため比較的大きなロール角度の変位に対応できるというメリットがあると思います。
また、HO程度の小型模型で輪軸を弾性支持にする場合、実物のバネを模した物をあきらめて、実物よりも細くて長いものでなければ、輪軸可動の効果を得ることは困難でしょう。その意味でも「天秤棒」のような長いバネは小型模型用には使いやすい構成です。例えば長いバネ2本をちょうどレイルと平行に床板下に這わせて、それで前後の輪軸を支持し、その2本のバネの中点で車体と結合するなどの応用もあると思います。
2017年11月17日
第4章 ロール軸の高さに関する考察
ロール軸高さの議論は、第1章で考察した通り、実車は車輌全体の図心軸を中心に捩じれますので、実車の近似的再現という意図であれば、回転中心は床上よりさらに上でも構わないと思います。ただし、模型としての機能性を考えますと、ワークスK氏の提唱される線路面と同一高さにロール軸を置きますと、車体の「レイル面に対する移動量」(地上座標系での車体変位)を最小化できます。(純粋な輪軸のロールのみなら重心高は変化なし=仕事しない)
したがって、模型の線路に存在する大きな誤差に対しても、不自然に大きな車体の揺れを低減できると思います。また、コン氏が提唱されるロール軸を車軸高さ(輪軸のロール方向の図心)とした場合、車体と「輪軸との位置変化」(輪軸上に置いた座標系での車体変位)を最小にできます。なお別の視点から見ますと、ロール中心高さが連結器高さと大きく離れていると、連結運転で重牽引している際に曲線(特に登り勾配)で連結器からロール方向モーメント成分が大きく生じるので、ボディーが倒れやすくなる懸念があります。特に弾性支持の場合が気になるのですが、ロール・トーション・バー等角逆捻りでは床板近傍にロール軸(トーション・バーそのもの)があるので、連結器からのロール・モーメントが小さくなり問題は少ないでしょう。
また逆説的に、ロール軸を高くするほど線路の誤差に対して車体が大きく変位するので、自由形などでは、あえてロール軸を高くして、フラフラ、ユラユラとユーモラスな走らせ方をさせることもできると思います。つまりロール軸高さは車輌に与えたい特性や工作性を考えて個々に判断する要素ではないでしょうか。
2017年11月15日
第3章「90度捻り天秤棒イコライザ」(ワークスK氏考案)についての考察

2017年11月13日
続 第2章「天秤棒イコライザ」に関する考察
 (8回連載の4回目)
(8回連載の4回目)
図3に「天秤棒イコライザ」「フカヒレイコライザ」「ロンビックイコライザ」の3つの機構を概念図で示します。ここではトーション・バー(捩じり棒バネ)は模式的に弦巻バネで示しています。図上では▲が輪軸との支点、▽が車体と機構の接合点(ともに自由支持)として記述しています。「天秤棒イコライザ」にはリンク機構はなく、輪軸同士がトーション・バーでつながっていると考えられます。このトーション・バーが小林氏の言う「天秤棒」です。そして、この機構はトーション・バーの長さの二等分点にトーション・バーとロール方向に剛な支持点(トーション・バーの左右にある2つの▽)を設けて、この支持点でボディーのロールを拘束するものと考えられます。このトーション・バーが支持点前後で同じ捩じりバネ定数を持っていると仮定すれば、輪軸間のロール角度を二等分する点でボディーを支持しているので、等角逆捻り効果自体は持っていると考えられます。この効果は、ボルスタ下にコイルバネが入ったボギー車と同じ原理とみなせるでしょう。しかしながら、この構造は輪軸のロール角度とボディーのロール角の差分が「イコールになる」のは確かですが、軸重平準化の機構とは言い難いと思います。さらに、輪軸の捻じれが生じた状態では、トーション・バーの反作用のトルクを線路が受け持つため、左右の車輪の支持荷重(輪重)が異なってしまい、かえってイコールではなくなってしまいます。その様な意味で、イコライザと言うのは少々無理があるというのが率直な意見です。
しかしながら、見方を変えれば、前章の図2で示したように、実物も車輌のロールの捻じれで力学的な仕事が発生しているのです。その意味では実物の車体の弾性捻じれの近似と言う意味では、却ってこちらの方式の方が近いものかもしれません。
さて、それでは、この力学的な特性を元にこんな名前を考えてみました。「ロール・トーション・バー等角逆捻り」です。この方式のメリットは何よりも単純な構造です。トーション・バーが捩じりだけを支持するように注意さえすれば、バネ長が長いので剛性の調整がルースでも作動します。また、トーション・バーにヨー方向の機能を持たせないために帯板を用いるのは簡単で良い方法だと思います。他にも、工夫次第でバネ特性を色々いじれるので、軸バネ独立懸架よりも簡単にバネ効果のある動きや走行音を工夫できると思います。ただし、ボディー全体のロール回転拘束をトーション・バーだけに頼っているので、ボディー重量が重いOスケールなどのラージスケールではボディーのふらつきを抑えるため、輪軸の捩じれを止めてしまうほど堅いトーション・バーにせざるを得ず、等角逆捻りの効果が得られないでしょう。
なお、ダンピング性能については、軽い小スケール小型車輌模型の場合、ダンピングが強すぎるとバネが中性点まで戻ってこない懸念(工学的には内部応力が残留した状態)が考えられます。結局はボルスタと床板の摩擦程度でのダンピングが現実的かと思います。
まとめますと、名称としての「天秤棒イコライザ」は力学的な整合性としては少々無理があると思われますので、「ロール・トーション・バー等角逆捻り」という名称を提案します。また、用途としては、その簡単な工作性とバネ特性の調整のし易さが生かせるので、小スケール(HO 以下)の2軸車等で有用な方式だと思います。
2017年11月11日
第2章「天秤棒イコライザ」に関する考察
(8回連載の3回目)
ロールに関する概念を整理したところで、TMS 876号で小林氏が発表された「天秤棒イコライザ」について考察します。既にdda40x氏、コン氏、ゆうえん氏、ワークスK氏らが十分考察されているので、今回は、名称と力学的性質を比較するという側面からのみ考察します。つまり、「天秤棒」と「イコライザ」の2つの言葉からアプローチします。
「天秤棒」は一般的に両端に作用する同一方向の2つの荷重を受け、中央支持点でバランスをとるものと考えられます。TMS 876号の最初の写真1で指先に機構を載せている写真はまさに天秤棒です。しかしながら、車輌に組み込まれた時、この機構は天秤棒として作用しているとは言い難いと思います。理由としては、ボディーの支持点が輪軸直上のボルスタの2箇所とロール留めのネジ留め箇所の1点であるためです。少し譲歩して、ボディーを中央のネジ留め箇所の1点でボディーの荷重を支持していると仮定しますと、確かに天秤棒を上下逆転させた形です。ところが今度はボルスタと床板が接触してはいけないことになり、TMS記事での解説に矛盾します。したがって、力学的な意味では「天秤棒」という名称は少々無理があると思います。
次に、「イコライザ」という名称についてです。そのためにイコライザの一般的な定義を確認しておきましょう。イコライザとは「イコールにするもの」、すなわち平衡装置のことです。さて、このイコールとは何をイコールにするのでしょうか?一般的には軸重を平準化するものと推測されます。もちろん、常に軸重を平準化できるわけではないですが、基本的には目標とする軸重に近づけるリンク機構を示すものだと思います。その観点から、天秤棒イコライザを考えましょう。そのために「天秤棒イコライザ」の機構原理を整理して、イコライザとしての条件を満たしているかを確認していきます。
(この章続く)
2017年11月09日
続 第1章 等角逆捻り機構の考察
三点支持イコライザや等角逆捻り機構は、この誤差だらけの線路に足廻りだけを追従させる機構です。特に等角逆捻り機構は、通常の三点支持よりも車輌の振る舞いが比較的「実感的」であるという所に特徴があると言えるでしょう。その振る舞いを図2の下段右側に示します。つまり、実車の車体の捩じれの様子を、足廻りの捩じれ角度の半分のロール方向回転で近似しているのです。例えるなら、切れ目のないフランスパン一本が、それ自体は捩じれることなく、線路の捩じれ角の半分だけロール軸周りで回転しているというイメージです。
ここでもう一つ余談です。ヨーロッパHO車輌等に見られるハイフランジ固定軸は「脱線防止」以外の機能を妥協したものと理解しています。その代りに全軸集電やスケールスピードに徹した駆動機構など別の側面から実感的な走行をカバーしているのだと思います。
さて、ここからは少々踏み込み、ロール捩じれに関する力学的な仕事について、実車と模型を比較してみましょう。まず、模型の等角逆捻り機構について考えます。こちらは単なるロール方向の回転なので、バネを捩じる様な(弾性変形を伴う力学的な)仕事をしている訳ではないことが分かります。厳密には重心高さとロール中心が若干ずれているため重心変動による微小な仕事は発生していますが、本質ではないので無視します。等角逆捻り機構が本質的には仕事をしないことについては、dda40x氏のブログにも記事があります。
ところが、実車はボディー全体が弾性変形しているので、捩じりによる仕事が入っているのです。つまり、実車はボディー全体が非常に弱いトーション・バー(捩じり棒バネ)として機能しています。ただし、映画の話にも書きましたように、実物は大きく捩じれると壊れてしまうので、あくまで微小な捩じれ角度範囲での話です。
2017年11月07日
等角逆捻り機構の考察
目次
第1章 等角逆捻り機構の考察 (2回に分けて連載)
第2章「天秤棒イコライザ」に関する考察 (2回に分けて連載)
第3章「90度捻り天秤棒イコライザ」(ワークスK氏考案)についての考察
第4章 ロール軸の高さに関する考察
第5章 輪軸の弾性支持に関する考察
第6章 各種等角逆捻り機構の使い分け提案
dda40x氏へのコメントを機に、等角逆捻り機構に関する私見の発表の機会を与えて戴きました。僭越ながら、6テーマで記述します。なお、dda40x氏、コン氏、ワークスK氏、ゆうえんこうじ氏らの記事を拝見した上での考察ですので、重複等はお許しください。
第1章 等角逆捻り機構の考察 (基礎事項)
最初に等角逆捻り機構の考察に向けての基礎事項をまとめます。ほとんどの方には釈迦に説法でしょうから、図を見て「当たり前だ」と思われる方は、ここを読む必要はありません。
 最初に、車体の回転および捩じれの座標軸を確認しておきます。図1の様に車体の前後方向(レールと平行)の回転軸をロール軸、左右方向(枕木と平行)をピッチ軸、鉛直方向(床板に垂直)をヨー軸と言います。等角逆捻り機構はロール軸に関する捩じりの議論であることは言うまでもないでしょう。
最初に、車体の回転および捩じれの座標軸を確認しておきます。図1の様に車体の前後方向(レールと平行)の回転軸をロール軸、左右方向(枕木と平行)をピッチ軸、鉛直方向(床板に垂直)をヨー軸と言います。等角逆捻り機構はロール軸に関する捩じりの議論であることは言うまでもないでしょう。
 次に、実車と模型のロール運動に関する概念の違いを示します。図2は車輌が捩じれた線路上にある際に、実車と模型(等角逆捻り機構搭載)がどのような振る舞いをするかを模式的に描いています。下段左側の実車ではボディーのロール剛性が低い(柔かい)のでボディー全体が捩じれています。例えるなら、学校の物理実験室にあるウェーブマシンのすだれの個々の棒の上に、スライスしたフランスパンのような輪切りのボディー要素が載っているというイメージです。もちろん、実車は厳密には足回りにバネ装置他、線路の誤差をある程度緩和する装置を搭載してはいるのですが、それでも最終的にはボディーが捩じれを吸収するような設計になっているように思います。
次に、実車と模型のロール運動に関する概念の違いを示します。図2は車輌が捩じれた線路上にある際に、実車と模型(等角逆捻り機構搭載)がどのような振る舞いをするかを模式的に描いています。下段左側の実車ではボディーのロール剛性が低い(柔かい)のでボディー全体が捩じれています。例えるなら、学校の物理実験室にあるウェーブマシンのすだれの個々の棒の上に、スライスしたフランスパンのような輪切りのボディー要素が載っているというイメージです。もちろん、実車は厳密には足回りにバネ装置他、線路の誤差をある程度緩和する装置を搭載してはいるのですが、それでも最終的にはボディーが捩じれを吸収するような設計になっているように思います。
なお、余談ながら私のお気に入りのディズニーの実写映画
"The Great Locomotive Chase"(南北戦争で南軍列車を北軍がハイジャックした史実を元にした映画)の脱線シーンでは、築堤上で脱線した木造ボックスカーが捩じれながら崖下へ駆け下りていくのですが、最後は地面の捩じれに耐えられなくなって、屋根がカパッと外れて車体全体が崩れます。実車はそれほどロール方向の剛性が弱く、柔かいのです。
一方で、小型模型ではボディーのロール剛性が高い(堅い)ので、ボディーに捻じれを吸収させる機能は全く期待できません。それにも関わらず、小型模型には、実物よりも非常に大きな誤差(実物換算で数�以上)がある線路の上を「脱線なく」、しかも「集電を伴って」、「実感的に」(カタカタせずスムースに)走らせることが求められます。この要求を満たすには、車体とは独立して足廻りを線路の誤差に追従させ、その足廻りと車体の変位差を吸収する積極的な機構(イコライザなど)が必要となるのです。
(この章続く)
2017年11月05日
turntable indexing
 転車台のメカニズムの製作は少しずつ進行している。スケッチだけで作っているのだ。長年に亘って故障しない構造にした。電気接点を一切なくし、摺動部を完全に排除して転がり摩擦のみにした。
転車台のメカニズムの製作は少しずつ進行している。スケッチだけで作っているのだ。長年に亘って故障しない構造にした。電気接点を一切なくし、摺動部を完全に排除して転がり摩擦のみにした。また、部品が疲労して折れることもないようにした。また、何かの異常があっても、すべての部品が安全サイドに傾くようにしてある。メンテナンスはほとんど要らないが、後日誰でも修理できるようにした。歯車には埃除けを付ける予定だ。
歯車比は100:17とした。互いに素であり、ピニオンの歯数は14より大きい。こういう歯数を選ばないと音が大きくなる。やかましい車輛の大半は、ピニオンの歯数が少ない。
図面を描こうとも思ったが、1台しか作らないし、測定値を書き込みながら作図しなければならないので、個別のスケッチで用は足りることが分かった。
今まではそのスケッチを元に自宅のフライスで削って、翌日合わせてみるという作業をしていたが、進捗があまりにも遅い。間違えて作ってしまって、作り直したことも多い。
先月、小さいながらも稼働するフライスが来たので、仕事はかなりスピードアップされた。現場での修正が効くのは良い。移動の途中で部品を紛失することもなくなった。大きな物は自宅で作業する。
インデックスのV字溝も切れた。これは 3/8インチ(9.5 mm)のボールベアリングが嵌まって動作する。それが直線状に動く溝を作っている。摺動部が全く無いように設計した。そうしないと長い間には磨り減って壊れてしまう。意外と力が掛かる部分なのだ。分厚い材料をふんだんに使う。
廃品回収の店で手に入れたブラスのブロックを有効活用する。たいていは帯鋸で切った切れ端なので、メタル・ソウで大まかに切り、フライス盤で六面を仕上げて使う。切り粉が大量に出る。こういうものは快削材であるから気楽だ。あっという間にできる。材料が潤沢にあるので、設計は楽だ。いつもは、手持ちの材料で作るという制約があって、工夫が必要であったが、今回は好きなように設計できる。
ブラスのはずなのに、とても切りにくい t4.0 の板がある。凄まじく粘く、歯が喰い込む。難削材用の刃物に取り換え、切削油を塗りながら作業する。ドリルで孔をあけると硬い螺旋状の切り粉が出る。折り曲げても折れない。ネジを切るのは大変な作業だ。これで機関車の台枠を作れると思っていたが、やめることにした。行き先がなくなったので、こういう大きな構造材に、惜しみなく使っている。
 この材料は黄色みが少なく、少し緑っぽい。大体の見当はつく。多分高価な材料(対海水の抵抗力がある合金)だろうが、タダ同然で手に入れた。1200×160(mm)もあって、切るのが大変だ。試しに糸鋸に油を付けて切ってみたが、30分かかった。もちろん糸鋸は3本消費した。確かに12分で折れるというのは正しい。切り口はフライスで落として真っ直ぐにする。
この材料は黄色みが少なく、少し緑っぽい。大体の見当はつく。多分高価な材料(対海水の抵抗力がある合金)だろうが、タダ同然で手に入れた。1200×160(mm)もあって、切るのが大変だ。試しに糸鋸に油を付けて切ってみたが、30分かかった。もちろん糸鋸は3本消費した。確かに12分で折れるというのは正しい。切り口はフライスで落として真っ直ぐにする。いつも行く廃品回収の店に、切り粉や切りクズを持って行き、多少の追い銭を払って、ブロックや大きめの板と取り替える。スクラップがバケツ二杯(40 kg弱)溜まったので、そろそろ行く時期である。強力な磁石で鉄のクズを全て取ってから行く。そうしないと買い取り価格が下がってしまうのだ。
鉄クズはまた100 kgほど溜まったので処分する。隠しヤード建設や、あちこちの補強に使った鋼材のクズである。こちらの買取価格は 、タダの次の価格であって、ガソリン代も出ないほどだ。と言っても、元は廃鋼材を拾ってきたものばかりだから、文句は言えない。
2017年11月03日
続々 micromill X-1 改造
 このX-1は、Z軸の移動が重いのが腹立たしい。ヘッド部分の質量は12 kgほどあるのだろう。降ろす時は自重で下がっていくから良いのだが、上げる時は大変だ。ハンドルが折れはしないかと思うほど、重い。その重さを何とかして釣り合わせねばならない。滑車を付けてカウンタ・バランスを付けるのが良いが、埃もつくし、スペイスの問題がある。また、釣合い錘が12 kgもあれば、さらに重くなる。
このX-1は、Z軸の移動が重いのが腹立たしい。ヘッド部分の質量は12 kgほどあるのだろう。降ろす時は自重で下がっていくから良いのだが、上げる時は大変だ。ハンドルが折れはしないかと思うほど、重い。その重さを何とかして釣り合わせねばならない。滑車を付けてカウンタ・バランスを付けるのが良いが、埃もつくし、スペイスの問題がある。また、釣合い錘が12 kgもあれば、さらに重くなる。筆者の自宅の機械には、オイル入りのエア・スプリングを付け、突っ張らせている。たまたま入手したエア・スプリングがとても具合がよく、全く重さを感じさせない。留めネジを緩めると、指先でヘッドが上下できる。目的のところで留めて、Z軸をゼロ設定すればよい。あまりにも軽快で、それに慣れていたので、今回のX-1の重さには根を上げた。
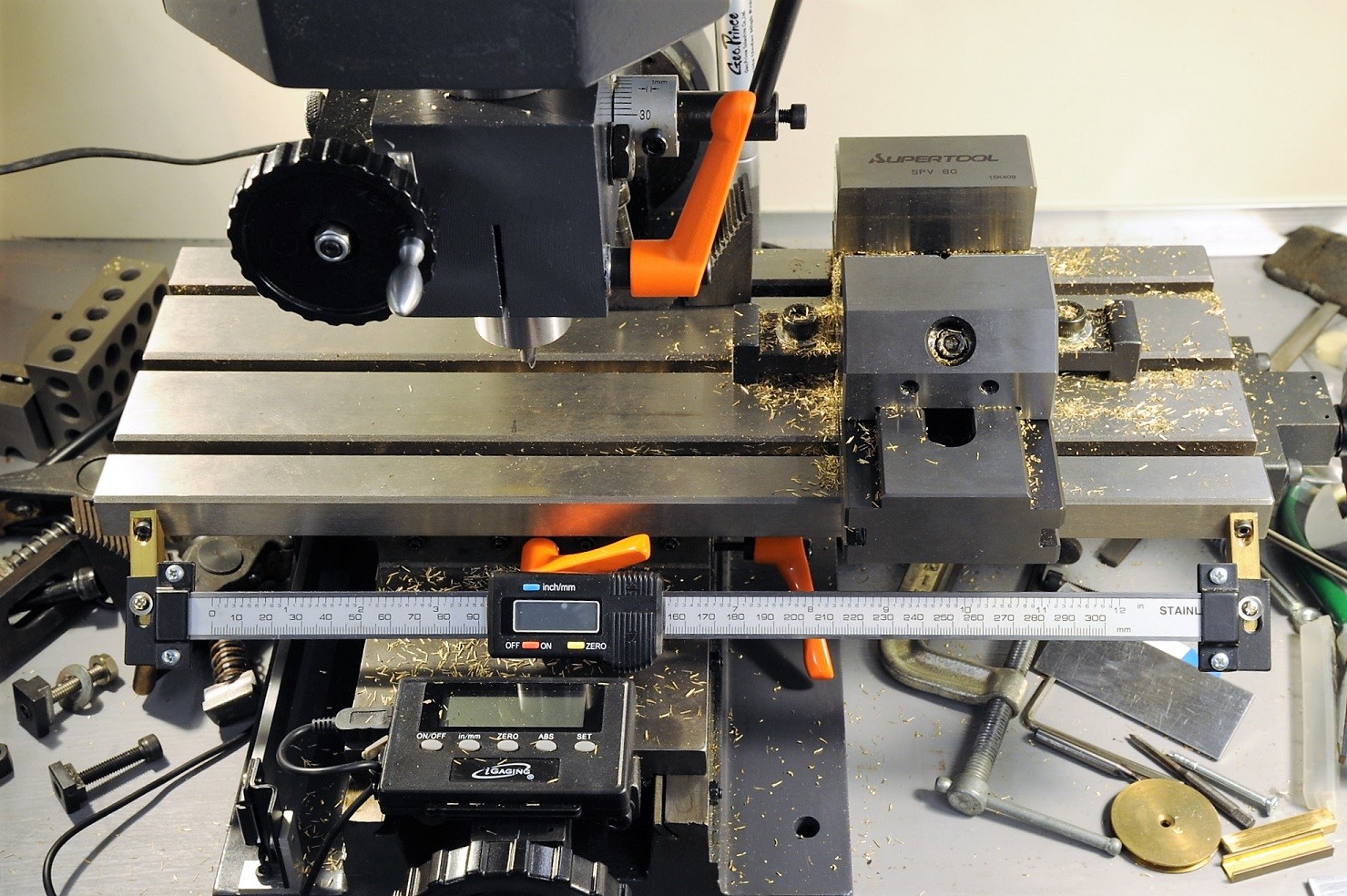
モノタロウで一番小さいのを探して、150 N(約15 kg重)というのを購入した。細くて都合が良い。取り付ける場所は垂直に動くところが良いのだが、多少斜めになっていても全く問題ない。ネジを立てて、皿ネジで取り付けた。鋳鉄の加工は楽しい。
ストロークが70mm程度しかないのだが、ヘッド自身が30 mmほど上下するので、都合100 mm程度動く。これは万力の高さ62 mmを含めても十分なストロークである。
X-1の購入者で、Z軸が300 mmも動くことを必要とする人は、まずいないと思う。本当はZ軸上下用の送りネジを外して捨てたかった。同時にカラム(角柱)も上の方を100 mmほど切り捨てたかった。送りネジを切り縮め、ハンドル位置を下げれば良いのだが、今回は諦めた。
どちらかというと、下げるのに力が要るようだ。120 N を買えばよかったかもしれない。贅沢を言えば、オイルが入ったダンピングの効くものが欲しかったが、これで十分である。
この種のオイルレス・ガス・スプリングは消耗品であり、いくらでも手に入るものであるから、安物で十分である。
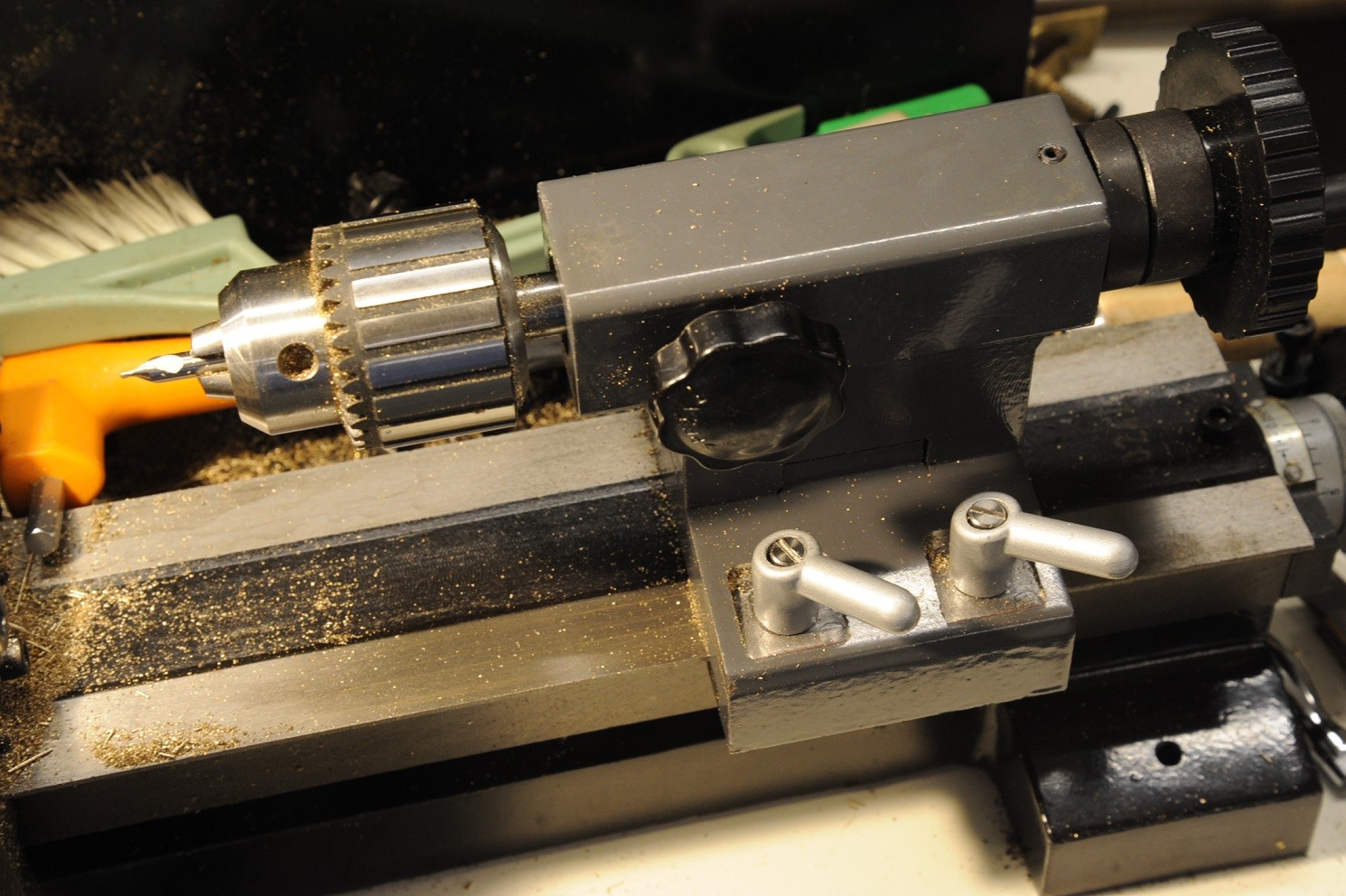
先回の解答はコメントで発表した。今回の工事にも使用している。また、国内でも類似品が入手できることが分かった。この種の工作をしない人には、理解が難しいかもしれない。皿ネジの心が合っていない状態でネジを締めると、首が疲労してたちまち折れることを経験された方なら、この工具の意味はすぐ分かるだろう。
このドリル径は3.2 mmすなわち1/8インチである。日本製のものはやや小ぶりである。
2017年11月01日
続 micromill X-1 改造
アルミ・アングルに孔をあけ、切り落として取り付け具を作った。アルミ合金は粘いので、ネジが切りにくい。良い切削油を付けて、作業する。
 上から見た図で、下が左側である。本体に孔をあけ、同様の方法でネジを切る。Y軸方向に取り付け、読み取り装置の裏に金具を付けて、Y軸に平行に動くことを確認する。それに厚目のリン銅板を付け、Y軸テイブルに接着する。これも微妙な反りを吸収させるためだが、事実上、動きは見えない。もし反りが変わるのが見えるようなら、取り付け位置が間違っているのだ。
上から見た図で、下が左側である。本体に孔をあけ、同様の方法でネジを切る。Y軸方向に取り付け、読み取り装置の裏に金具を付けて、Y軸に平行に動くことを確認する。それに厚目のリン銅板を付け、Y軸テイブルに接着する。これも微妙な反りを吸収させるためだが、事実上、動きは見えない。もし反りが変わるのが見えるようなら、取り付け位置が間違っているのだ。接着にはスーパー�を用いる。溶剤スプレイでよく油気を取り、1日放置する。
フライスのテイブルの座標は左手前を(0,0)とする。要するにテイブルが左に動くとX軸の数字が増えるようにする。また手前に動くとY軸の数字が増えるようにする。これを逆にしているものを見たことがある。本人しか使わないのでそれでも良いだろうが、一応常識というものは踏まえておきたい。
当然Z軸もテイブル面がゼロ点だから、スピンドルが下に動けばマイナス方向である。Z軸DRO化はベルトドライヴ化が終わってからになる。リモートの表示器が手に入れば良いのだが、最近はどれを見ても高い。数字を首を傾げて見なければならない。昔は安かったのだが。
ベルト化改造部品は12月中旬到着のようである。注文された方は、電気部品を収納する箱を手に入れておいて戴きたい。本体の蓋を開けて、中の電装品ユニットの大きさを測定し、それが収納できるプラスティック製箱を用意されると良い。アルミ製でもブラス製でも良い。とにかく、さっと入替できるようにしておくべきである。現行の金属製の箱部分は、ごっそり外して捨てることになるからだ。
現在の状態を写真に撮っておくと結線状態を確認しやすい。一度線を切り離すと作業が早くなるので、準備されることをお勧めする。
 ところでこれは何だろうか。電気ドリルに付けるものである。アメリカのホームセンタで30年前に買った。日本では見たことが無い。下の方に見えるらせんは、ドリルの刃の一部が見えているのだ。角のみではないから、触っても痛くない。先端が円錐台になっているのがヒントである。ここまで書くと、答を書いたようなものだが。
ところでこれは何だろうか。電気ドリルに付けるものである。アメリカのホームセンタで30年前に買った。日本では見たことが無い。下の方に見えるらせんは、ドリルの刃の一部が見えているのだ。角のみではないから、触っても痛くない。先端が円錐台になっているのがヒントである。ここまで書くと、答を書いたようなものだが。