2017年12月
2017年12月31日
続々 困った3条ウォームギヤ
このウォームを発注した時の仕様書らしいもののコピィがある。判読が難しいところもあるので、読めるところだけ書くと、モヂュールは0.6らしい。
歯先円直径は 7.8 mmとある。これはどうしたことだろう。この現物はもう少し
太い。ピッチ円を指定していないところが不可解だ。また、軸穴を3.0 mm径と指定している。これはまずい。2.5 mmにすべきだった。そうすればかなり細くなり、進み角は大きくなる。このあたりは経験不足から来ている。どうして先駆者に聞かなかったのだろう。小学校の算数と理科の範囲である。
材質はS45Cである。どうして快削鋼にしなかったのかは疑問だ。快削鋼であれば、表面の粗さが、より良いものができる。逆駆動には、このあたりの微妙なところも大切なのである。イモネジはM1.4らしい。
ウォーム・ホィールは28枚歯で、歯先円直径は18.7 mmとある。これは正しい。歯数が互いに素であることは良い。これもイモネジ(M1.6)で締めるようになっている。このような留め方は避けたい。僅かの偏心が逆駆動の妨げになりうる。材質はリン青銅で、これは良い。
組み込んで動かなかったものだから、その模型店には客から文句が来たようで、その返答のコピィを見せてもらった。それは私信に属するから、写しは取らなかったが、概要はこういうことであった。
”逆駆動するには動軸にボール・ベアリングを入れないとダメである。逆駆動はこの程度が限界であると認識されたい。なじんで来れば多少は良くなるかもしれない。”
何を言っているのか、全く理解できない。滅茶苦茶である。かなりの金額を支払ったそうだが、全て灰燼に帰している。もったいないことであった。
ウォーム軸にスラスト・ベアリングを入れれば、動軸側には無くても逆駆動できる。進み角の小ささと歯面の仕上げの悪さが、こういう事態を引き起こしている。快削鋼で作っていれば、きっと動いたであろう。進み角が小さいので、効率は良くないが、一応は動いたはずだ。モリブデン・グリースを使うことも必須だ。
筆者の機関車は、同一の線路に2輌載せて、片方を押すと発電してもう一輌が走り出す。正しい設計とそうでないものとは、ここまで違うのだ。
筆者の発表した記事には、全ての必要項目が書いてある。そのまま作れば、必ず動いたのだ。そして、そのグループでも標準仕様として採用されて、動力機構の改善が進んだはずだ。下手な知恵を出すからこういうことになる。残念な限りだ。もう既に時効だろうが、正しいものを作り直させることが必要だ。
返すがえすも残念なのは、そのグループには吉岡精一氏も居たのに、吉岡氏に相談しなかったことだ。吉岡氏は筆者の設計の歯車を多角的に解析し、実験結果を含めた「ウォームギヤ調書」という数十ページのレポートをグループ内で配布している。それは筆者がアメリカに居る頃で、日本では盛り上がっているのだろうなと想像していたが、結果はこれであった。誰もその内容を読んでいないのだ。非常に分かり易く書いてあるのにだ。吉岡氏曰く、”中学生にも分かるように書いた”とのことであったが。吉岡氏は筆者のギヤを活用されていた。
筆者の正しい3条ウォームは手持ちに余裕があるので、希望の方にはお譲りしている。
歯先円直径は 7.8 mmとある。これはどうしたことだろう。この現物はもう少し
太い。ピッチ円を指定していないところが不可解だ。また、軸穴を3.0 mm径と指定している。これはまずい。2.5 mmにすべきだった。そうすればかなり細くなり、進み角は大きくなる。このあたりは経験不足から来ている。どうして先駆者に聞かなかったのだろう。小学校の算数と理科の範囲である。
材質はS45Cである。どうして快削鋼にしなかったのかは疑問だ。快削鋼であれば、表面の粗さが、より良いものができる。逆駆動には、このあたりの微妙なところも大切なのである。イモネジはM1.4らしい。
ウォーム・ホィールは28枚歯で、歯先円直径は18.7 mmとある。これは正しい。歯数が互いに素であることは良い。これもイモネジ(M1.6)で締めるようになっている。このような留め方は避けたい。僅かの偏心が逆駆動の妨げになりうる。材質はリン青銅で、これは良い。
組み込んで動かなかったものだから、その模型店には客から文句が来たようで、その返答のコピィを見せてもらった。それは私信に属するから、写しは取らなかったが、概要はこういうことであった。
”逆駆動するには動軸にボール・ベアリングを入れないとダメである。逆駆動はこの程度が限界であると認識されたい。なじんで来れば多少は良くなるかもしれない。”
何を言っているのか、全く理解できない。滅茶苦茶である。かなりの金額を支払ったそうだが、全て灰燼に帰している。もったいないことであった。
ウォーム軸にスラスト・ベアリングを入れれば、動軸側には無くても逆駆動できる。進み角の小ささと歯面の仕上げの悪さが、こういう事態を引き起こしている。快削鋼で作っていれば、きっと動いたであろう。進み角が小さいので、効率は良くないが、一応は動いたはずだ。モリブデン・グリースを使うことも必須だ。
筆者の機関車は、同一の線路に2輌載せて、片方を押すと発電してもう一輌が走り出す。正しい設計とそうでないものとは、ここまで違うのだ。
筆者の発表した記事には、全ての必要項目が書いてある。そのまま作れば、必ず動いたのだ。そして、そのグループでも標準仕様として採用されて、動力機構の改善が進んだはずだ。下手な知恵を出すからこういうことになる。残念な限りだ。もう既に時効だろうが、正しいものを作り直させることが必要だ。
返すがえすも残念なのは、そのグループには吉岡精一氏も居たのに、吉岡氏に相談しなかったことだ。吉岡氏は筆者の設計の歯車を多角的に解析し、実験結果を含めた「ウォームギヤ調書」という数十ページのレポートをグループ内で配布している。それは筆者がアメリカに居る頃で、日本では盛り上がっているのだろうなと想像していたが、結果はこれであった。誰もその内容を読んでいないのだ。非常に分かり易く書いてあるのにだ。吉岡氏曰く、”中学生にも分かるように書いた”とのことであったが。吉岡氏は筆者のギヤを活用されていた。
筆者の正しい3条ウォームは手持ちに余裕があるので、希望の方にはお譲りしている。
2017年12月29日
続 困った3条ウォームギヤ
問題の3条ウォームをお借りした。組み立てて試験をしてみよう。

 径が大きく8mmほどある。この進み角は9度ほどだ。大昔の2条ウォームがこれ(右)である。直径は、6 mmほどである。この進み角は11度強である。
径が大きく8mmほどある。この進み角は9度ほどだ。大昔の2条ウォームがこれ(右)である。直径は、6 mmほどである。この進み角は11度強である。
3条なのに、2条より緩い角度なのである。困ったものだ。
この2条ウォームギヤは逆駆動できる。両端にスラスト・ベアリングを付けたらかなり楽に動いたが、効率はそれほど高くないことが分かったので、採用しなかった。
左のウォームにはネジ穴がある。非常に理解しにくい設計だ。こういうものを押しネジで締めると偏心するから、ろくでもないことになる。ロレットを切って圧入するか、ロックタイトを使うべきである。
このウォーム・ギヤのセットはさる高名な模型人が諸元を決めて、発注されたようだ。その書簡の一部も発見された。作って売った模型屋の言い訳の手紙のコピィもある。どうしてこういうことになるのだろう。
3条ウォームにするということだけしか考えていない。3条にすると2条の時と何が違うのかを考えていないのだ。モヂュールが同じで、同じピッチ円なら、進み角が大きくなる。こんなに径が大きければ意味がないことは明白だが、おかしいとは気づいていない。設計者に「動かないじゃないか。」と文句を言う人がいたらしいが、設計がおかしいじゃないかと言った人はいないのだそうだ。
そのグループ内にこのギヤが頒布されたようで、皆「動かない!」で不満が溜まった。結局、「3条ウォームはインチキである。」ということになったそうだ。
よく動くものがあり、その写真もあるのだから、比べて検証すれば良いのだが、それもしない。相手を非難するだけでは、何の進歩もない。しかし一部の人達はカツミ製の輸出用ギヤボックス(祖父江氏設計)を手に入れ、よく動くと重用している。そのギヤは筆者設計で、進み角は17度である。
このあたりのことを見聞きすると、この国の模型人の、物理に関する理解度が知れてしまう。機関車が走るのも、止まっているのもすべて物理の法則による。工作の上手、下手とは異なる次元の、極めて大切なものが抜け落ちている。それは物理という言葉で表す必要もないほど、単純明快なことなのだ。

 径が大きく8mmほどある。この進み角は9度ほどだ。大昔の2条ウォームがこれ(右)である。直径は、6 mmほどである。この進み角は11度強である。
径が大きく8mmほどある。この進み角は9度ほどだ。大昔の2条ウォームがこれ(右)である。直径は、6 mmほどである。この進み角は11度強である。3条なのに、2条より緩い角度なのである。困ったものだ。
この2条ウォームギヤは逆駆動できる。両端にスラスト・ベアリングを付けたらかなり楽に動いたが、効率はそれほど高くないことが分かったので、採用しなかった。
左のウォームにはネジ穴がある。非常に理解しにくい設計だ。こういうものを押しネジで締めると偏心するから、ろくでもないことになる。ロレットを切って圧入するか、ロックタイトを使うべきである。
このウォーム・ギヤのセットはさる高名な模型人が諸元を決めて、発注されたようだ。その書簡の一部も発見された。作って売った模型屋の言い訳の手紙のコピィもある。どうしてこういうことになるのだろう。
3条ウォームにするということだけしか考えていない。3条にすると2条の時と何が違うのかを考えていないのだ。モヂュールが同じで、同じピッチ円なら、進み角が大きくなる。こんなに径が大きければ意味がないことは明白だが、おかしいとは気づいていない。設計者に「動かないじゃないか。」と文句を言う人がいたらしいが、設計がおかしいじゃないかと言った人はいないのだそうだ。
そのグループ内にこのギヤが頒布されたようで、皆「動かない!」で不満が溜まった。結局、「3条ウォームはインチキである。」ということになったそうだ。
よく動くものがあり、その写真もあるのだから、比べて検証すれば良いのだが、それもしない。相手を非難するだけでは、何の進歩もない。しかし一部の人達はカツミ製の輸出用ギヤボックス(祖父江氏設計)を手に入れ、よく動くと重用している。そのギヤは筆者設計で、進み角は17度である。
このあたりのことを見聞きすると、この国の模型人の、物理に関する理解度が知れてしまう。機関車が走るのも、止まっているのもすべて物理の法則による。工作の上手、下手とは異なる次元の、極めて大切なものが抜け落ちている。それは物理という言葉で表す必要もないほど、単純明快なことなのだ。
2017年12月27日
転車台インデックス装置の完成
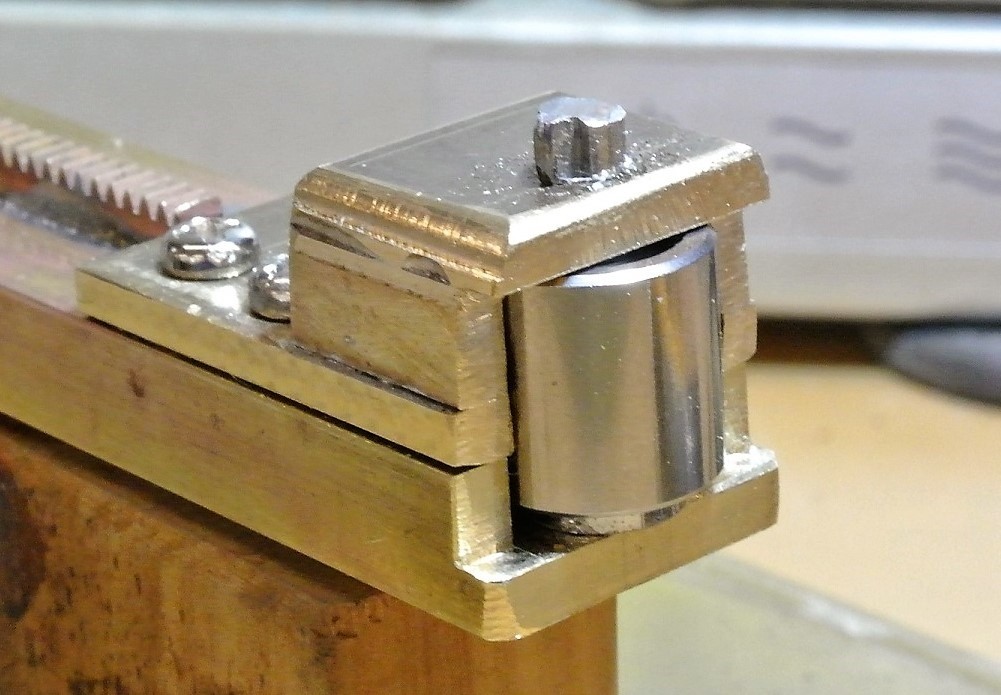
 かれこれ2箇月も掛かってしまった。先日ようやくすべての部品を組付け、試運転を行った。結果は上々で、慣性モーメントの大きなものがグワーンと動き、ギューンと正位置に停止する。この写真は10日ほど前に撮ったものである。現在はもう少し進歩している。近日中に動画を撮って、お見せしたい。
かれこれ2箇月も掛かってしまった。先日ようやくすべての部品を組付け、試運転を行った。結果は上々で、慣性モーメントの大きなものがグワーンと動き、ギューンと正位置に停止する。この写真は10日ほど前に撮ったものである。現在はもう少し進歩している。近日中に動画を撮って、お見せしたい。 目的の位相に近づいた時、インデックス装置を作動させると、プランジャが伸びて円盤に当たる。プランジャ先端のローラ・ベアリングが刻み目を拾うと、回転している円盤の慣性によってインデックスは横にずれる。その時、ダンピングが起こる。
目的の位相に近づいた時、インデックス装置を作動させると、プランジャが伸びて円盤に当たる。プランジャ先端のローラ・ベアリングが刻み目を拾うと、回転している円盤の慣性によってインデックスは横にずれる。その時、ダンピングが起こる。以前の写真では平行な切れ目が付いているが、現在はローラ・ベアリングの丸味に合わせて、僅かな丸い凹みが付けてある。
電線は、通称「尺取虫」で支えてある。これがないと局所的に疲労し断線するだろう。メインテナンス・フリィを眼目としているので、各部分の疲労が無いような設計である。この尺取虫の本名を調べたのだが、分からない。御存じの方はお知らせ願う。
センタリング装置を作動させると、ゆっくり正位置に向かって動き、アラインメントが出る。センタリングはタンジェントが1/3である。ボール・ベアリングで転がすので、抵抗はほとんど無い。引張る部分はボール・ベアリングで3方向から支えてあるので、抵抗は感じられない。非常に効率が良い。ラックをギヤード・モータが引張ると、するっとセンタリングするが、円盤の大きな慣性モーメントがあるので、ゆっくり動き、時には行き過ぎる。再度センタリングをすると所定の位置に止まる。この動きが実物のようで、満足している。全自動のコンピュータ制御のものとは全く異なる実感のある動きである。
この装置全体で、ボール・ベアリングは28個使っている。
円盤は940 mm径だが、フレは0.2 mm以下である。非常に正確にできた。回転橋のフレもその程度であろう。180度廻したときのずれが大きいと具合が悪いので、そこには最大限の注意を払う。
すべてのモータにはある装置が付けられ、逆駆動も可能であるし、負荷が掛かっていてもモータは停まることもない。さて何であろうか。正解発表は新年にしたい。ヒントは写真の中にある。
尺取り虫の正確な名前は、椿本チエインのケーブルベヤであることが分かりました。ご教示ありがとうございます。
2017年12月25日
gusset plate を貼る
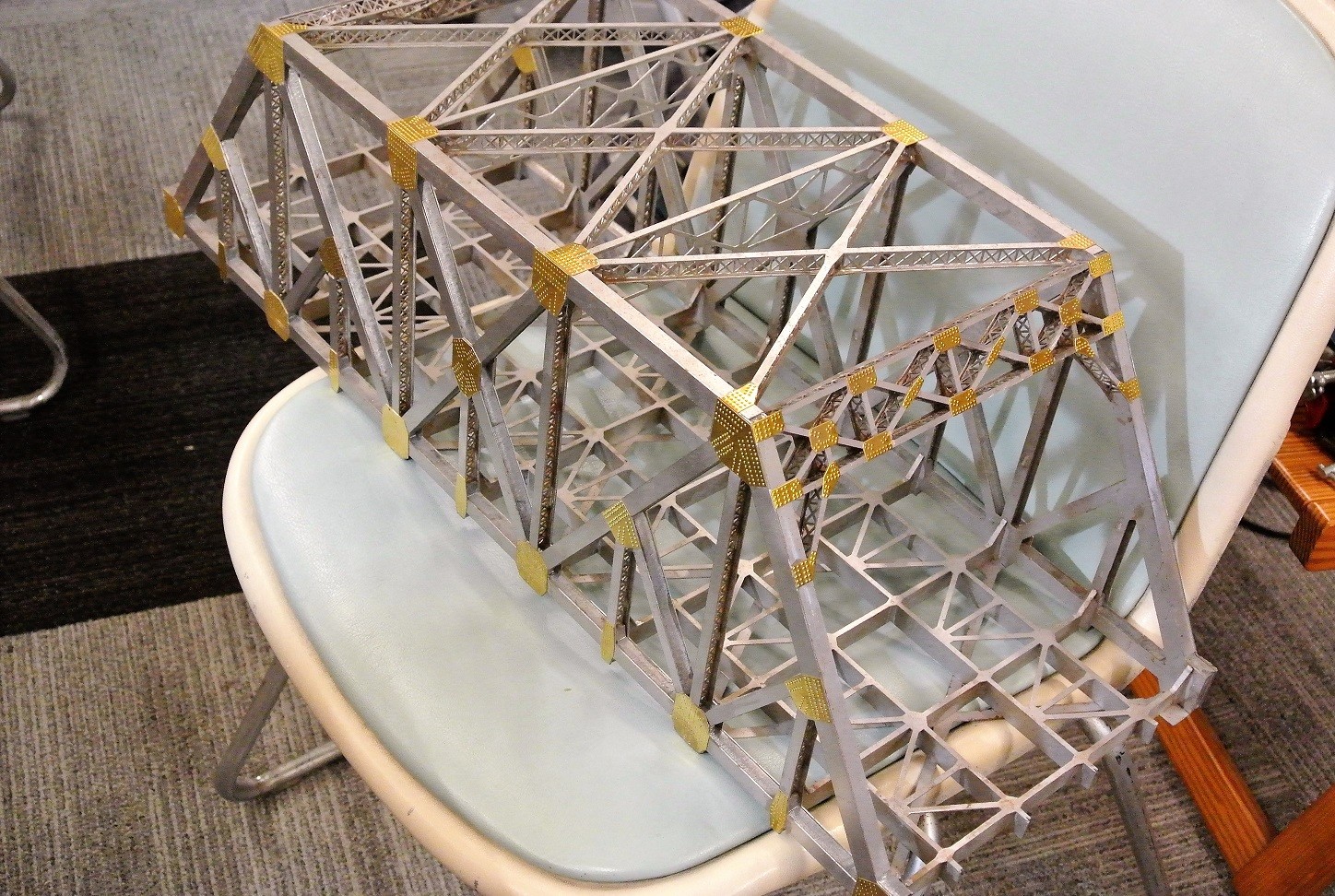 ガセット・プレートを順次貼っている。意外と時間が掛かるものである。リヴェットを打ち出したものをシァで切って、叩いて平らにしたものを貼る。接着剤はスーパーXである。
ガセット・プレートを順次貼っている。意外と時間が掛かるものである。リヴェットを打ち出したものをシァで切って、叩いて平らにしたものを貼る。接着剤はスーパーXである。薄く塗っておいて、両方になじませ、マスキング・テープで仮留めする。位置を確認してから、軟らかい木材を当てて締め付ける。中の方まで固まるまで、1日以上掛かるようだ。
クランプを外して次の列を数枚貼る。これを繰り返してようやくここまで来た。あと少しである。
見えるところは全て貼りたい。内側も大きな面積のところは貼りたくなってきた。今ガセット・プレートを増産中である。
塗装を考えている。色はどうすべきか。黒か銀かそれとも濃いグレイだろうか。レイアウト全体が薄いグレイであるから、突出した色は避けたい。
2017年12月23日
逆駆動
押して動くか、すなわち逆駆動出来るか、ということは、ウォーム歯面の勾配と摩擦の大小に依って決まる。歯面の摩擦は避けられない。効率を上げるには摩擦係数を小さくするしかない。摩擦関係の本を数冊読んでみると、いくつかのことが分かった。
まず、潤滑を良くすること。これには極圧剤が不可欠ということも書いてあった。次に材質を異にすると摩擦が小さくなるとあった。これは常識らしい。確かに同じ材質なら、圧力が掛かった時にくっついてしまうかもしれない。先人の経験から、快削鋼とリン青銅の組み合わせがベストということになっている。
斜面で、摩擦によって静止できるのは角度が4度以下ということになっているらしい。それ以下でも、振動を与えると動き出すとあった。そうかもしれない。ネジが緩むのはそれが原因だ。
ふつう我々が斜面の効果を実感するのは、ネジや楔(くさび)である。ネジ込めばネジは締まるし、楔を叩き込むと隙間が無くなる。
逆に、押すとネジが廻ったり、楔が飛び出すのを見ることはまずない。3条ウォームでは、それをやろうというのだ。風車を考えてみよう。風は平行に動き、その中で風車は回転する。
難しい流体力学はすべて無視して、ただ斜面の効果だけを考えれば、大体同じである。羽根の角度が90度に近ければ廻りにくい。45度付近が一番廻りやすいだろう。
亡父が話したことで印象に残っているのは、「大砲の砲尾の閉鎖機(弾と火薬を詰めて蓋をする装置)は、5条か6条のネジになっている。半回転以下で締まるが、爆発時の圧力には十分に耐える。逆回転しないようにラッチが掛かっている。」であった。そんなネジがあるのかと興味を持った。それが小学校高学年の頃だ。
3条ウォームを最初に設計する時は、そのようなことを思い出していた。ネジの進む角度は径が小さいほど大きい。しかし、角度が大きいとウォームホィールの歯に当たることもわかった。そういうわけで17度という角度が決まった。
歯車屋に行って注文すると、大将はむかっとした顔で、
「あんたねえ、俺が何年こんな商売やっていると思ってんの。ウォームは逆には廻らんよ。廻ったら、逆立ちしてやるよ。全部タダにしてやらあ。」
と啖呵を切った。
電話があって受け取りに行き、
「逆に廻ったら金は受け取らないんだね。」
と確認した。
「来週ギヤボックスを作って見せに来るから、金はその時でいいか。」
と聞くと、大将は、
「もちろんだ。持って来い。出来るもんか。」
と胸を張った。
約束の日にギヤボックスに付けて見せに行くと、大将は愕然とし、へなへなと土下座した。
「こんな商売を30年やってても、気が付かなかった。俺はバカだった。考えてみりゃあ、斜面が急なんだから廻るよな。あんたは天才だよ。金は受け取れねえ。次もタダでいいよ。あんたの注文はどんな注文だって聞いてやるよ。」
と言った。
結局最初に20セット作り、次に300セット作った。本当にタダにしてくれた。その歯車屋とは仲良くなって、いろいろな歯車を作ってもらったが、そのうちに大将は病気になり、廃業した。残念だった。
まず、潤滑を良くすること。これには極圧剤が不可欠ということも書いてあった。次に材質を異にすると摩擦が小さくなるとあった。これは常識らしい。確かに同じ材質なら、圧力が掛かった時にくっついてしまうかもしれない。先人の経験から、快削鋼とリン青銅の組み合わせがベストということになっている。
斜面で、摩擦によって静止できるのは角度が4度以下ということになっているらしい。それ以下でも、振動を与えると動き出すとあった。そうかもしれない。ネジが緩むのはそれが原因だ。
ふつう我々が斜面の効果を実感するのは、ネジや楔(くさび)である。ネジ込めばネジは締まるし、楔を叩き込むと隙間が無くなる。
逆に、押すとネジが廻ったり、楔が飛び出すのを見ることはまずない。3条ウォームでは、それをやろうというのだ。風車を考えてみよう。風は平行に動き、その中で風車は回転する。
難しい流体力学はすべて無視して、ただ斜面の効果だけを考えれば、大体同じである。羽根の角度が90度に近ければ廻りにくい。45度付近が一番廻りやすいだろう。
亡父が話したことで印象に残っているのは、「大砲の砲尾の閉鎖機(弾と火薬を詰めて蓋をする装置)は、5条か6条のネジになっている。半回転以下で締まるが、爆発時の圧力には十分に耐える。逆回転しないようにラッチが掛かっている。」であった。そんなネジがあるのかと興味を持った。それが小学校高学年の頃だ。
3条ウォームを最初に設計する時は、そのようなことを思い出していた。ネジの進む角度は径が小さいほど大きい。しかし、角度が大きいとウォームホィールの歯に当たることもわかった。そういうわけで17度という角度が決まった。
歯車屋に行って注文すると、大将はむかっとした顔で、
「あんたねえ、俺が何年こんな商売やっていると思ってんの。ウォームは逆には廻らんよ。廻ったら、逆立ちしてやるよ。全部タダにしてやらあ。」
と啖呵を切った。
電話があって受け取りに行き、
「逆に廻ったら金は受け取らないんだね。」
と確認した。
「来週ギヤボックスを作って見せに来るから、金はその時でいいか。」
と聞くと、大将は、
「もちろんだ。持って来い。出来るもんか。」
と胸を張った。
約束の日にギヤボックスに付けて見せに行くと、大将は愕然とし、へなへなと土下座した。
「こんな商売を30年やってても、気が付かなかった。俺はバカだった。考えてみりゃあ、斜面が急なんだから廻るよな。あんたは天才だよ。金は受け取れねえ。次もタダでいいよ。あんたの注文はどんな注文だって聞いてやるよ。」
と言った。
結局最初に20セット作り、次に300セット作った。本当にタダにしてくれた。その歯車屋とは仲良くなって、いろいろな歯車を作ってもらったが、そのうちに大将は病気になり、廃業した。残念だった。
2017年12月21日
正しい3条ウォーム
 先日友人に見せてもらった3条ウォームは、正しい設計であった。実はその存在を20年以上も知らなかった。
先日友人に見せてもらった3条ウォームは、正しい設計であった。実はその存在を20年以上も知らなかった。日本製のフランス型機関車である。有名なPacific231という機関車だ。これをばらしたものを見せてもらった。ギヤボックスはダイキャスト製で、中にはブラスの細いウォーム、POM(いわゆるアセタール樹脂、商品名ではデルリン)のウォームホィールが入っていた。歯数は40であった。互いに素である。
 ギヤボックスを見て驚いた。そのマークはどこかで見たものである。Asterではないか。アスターはもともとキャッシュ・レジスタなどの精密機械を作っていたので、技術者をたくさん抱えていた。そういう人たちが作ったのだから、正しいものを作れるのは当然、と言えば当然である。その辺の模型屋には無理なのも、仕方ない。
ギヤボックスを見て驚いた。そのマークはどこかで見たものである。Asterではないか。アスターはもともとキャッシュ・レジスタなどの精密機械を作っていたので、技術者をたくさん抱えていた。そういう人たちが作ったのだから、正しいものを作れるのは当然、と言えば当然である。その辺の模型屋には無理なのも、仕方ない。アスターがこのギヤを採用したのは、おそらく電動の1番蒸気機関車の駆動に必要だったからだろう。押して動くことに、価値を見出したのである。押しても動かない1番ゲージの蒸気機関車を想像すると良い。そんなものは意味がない。
大きな重い機関車だからこそ、押して動くということに意味がある。HOサイズの人たちがあまり興味を示さないのは、そこに原因がある。
このギヤボックスにはスラスト・ベアリングが入っていない。精度高く作れば、要らないのである。普通のラジアル・ボールベアリングでも、かなりのスラスト(軸方向の推力)を受けられる。押されたときに拡がらないように、外側を支える部分を正確に作ってあれば良いのだ。筆者が最初作った物は挽物のハウジングで、ガタを見越している。そういう設計の時は、スラストを確実によそで受けておかないとまずいのである。後にCNCで精密に作った時はスラスト・ベアリングを排除した設計にした。非常にうまく動く。
ともかく、1番用をOスケール用に転用したのだ。逆駆動は簡単にできる良い設計である。ただ、モータは高級なコアレスを使わないとダメである。これがいつまで経ってもわからない人が、一定割合存在するのは残念だ。
2017年12月19日
困った3条ウォームギヤ
最近3条ウォームギヤに出会うことが多い。模型人の友人が見せてくれるのだ。しかし、少々頭が痛い。
「動かない!」と言って、筆者に文句を言う人が居る。そう言われても、その設計には関与していないのだから、文句を言う相手が間違っている。
Oスケールの3条ウォームは筆者設計のもの3種、某模型店製の1種の2系統しか国内にはないと思っていたが、もう一つあった。それは後述するが、出来が良くて、ちゃんと逆駆動できる。
HO 用のものは2条で以前話題に上ったが、2:30という割り切れる歯数で感心しない。
某模型店製のものは悲惨である。動かないというのでそれを見ると、進み角が小さい。ウォームギヤの径が大きいからだ。3条であるのに進み角が普通の1条と大差ないのである。これではだめである。話にならない。
筆者が発表した記事には全ての情報が詰まっている。
進み角を大きくすること、材質を異にすること(快削鋼とリン青銅)、潤滑油は二硫化モリブデンを含むものを使うこと、ギヤ比は互いに素にすること、スラスト・ベアリングを使うことである。
それらをすべて守れば、必ず正しく動く。しかしながら、そんなことは何一つ考えていない。真似をするならすべて真似をすれば良い。こちらは特許申請していないのだから、直接問い合わせて来てもよいはずだ。喜んで教えただろう。似て非なるものが世に出て、それが本家の評判を下げているとは思わなかった。いい迷惑だ。
「動かない!」と言って、筆者に文句を言う人が居る。そう言われても、その設計には関与していないのだから、文句を言う相手が間違っている。
Oスケールの3条ウォームは筆者設計のもの3種、某模型店製の1種の2系統しか国内にはないと思っていたが、もう一つあった。それは後述するが、出来が良くて、ちゃんと逆駆動できる。
HO 用のものは2条で以前話題に上ったが、2:30という割り切れる歯数で感心しない。
某模型店製のものは悲惨である。動かないというのでそれを見ると、進み角が小さい。ウォームギヤの径が大きいからだ。3条であるのに進み角が普通の1条と大差ないのである。これではだめである。話にならない。
筆者が発表した記事には全ての情報が詰まっている。
進み角を大きくすること、材質を異にすること(快削鋼とリン青銅)、潤滑油は二硫化モリブデンを含むものを使うこと、ギヤ比は互いに素にすること、スラスト・ベアリングを使うことである。
それらをすべて守れば、必ず正しく動く。しかしながら、そんなことは何一つ考えていない。真似をするならすべて真似をすれば良い。こちらは特許申請していないのだから、直接問い合わせて来てもよいはずだ。喜んで教えただろう。似て非なるものが世に出て、それが本家の評判を下げているとは思わなかった。いい迷惑だ。
2017年12月17日
gusset plates
鉄橋の工事が停滞していた。ガセット・プレートの加工が遅れていたからだ。いつもお手伝い戴いているクラブのN氏が見かねて、代わりに作ってくださった。

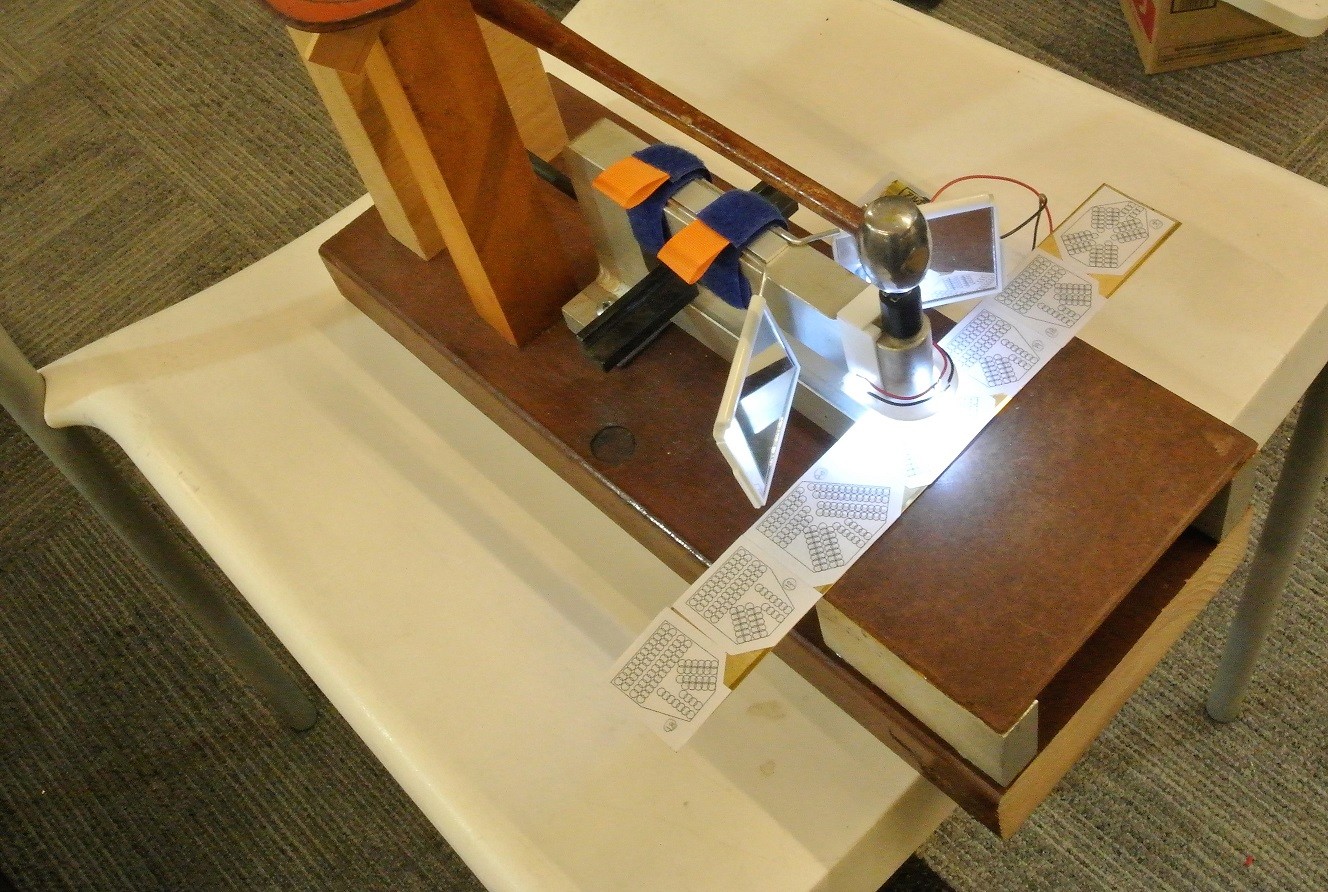
 工具一式をお渡しして、お願いした。リヴェットは下から押し出す方式である。型紙の大きな丸にダイをあてがい、どの方向からも白い部分が見えなくなった時に打てば、所定の位置に押し出せる。それを手前以外に向こうからも見なければならず、数枚を作ってもう体力が無くなったのである。目の良い人でないと難しいと思っていた。若い人が集まった時にお願いしようとも思っていたのだが、N氏は、LEDで照明を当てながら鏡で見るという方法を考え付かれたのだ。三方から同時に見られるので、仕事は大幅に早くなったそうだ。実際にはLEDはほとんど使わず、蛍光灯の光だけで十分だったとのこと。
工具一式をお渡しして、お願いした。リヴェットは下から押し出す方式である。型紙の大きな丸にダイをあてがい、どの方向からも白い部分が見えなくなった時に打てば、所定の位置に押し出せる。それを手前以外に向こうからも見なければならず、数枚を作ってもう体力が無くなったのである。目の良い人でないと難しいと思っていた。若い人が集まった時にお願いしようとも思っていたのだが、N氏は、LEDで照明を当てながら鏡で見るという方法を考え付かれたのだ。三方から同時に見られるので、仕事は大幅に早くなったそうだ。実際にはLEDはほとんど使わず、蛍光灯の光だけで十分だったとのこと。
 すごい数のリヴェットを短期間で打ち出して戴いたので、早速貼り付けに掛かっている。この写真の下が型紙を貼った物で、上はできあがりを裏側から見たものである。
すごい数のリヴェットを短期間で打ち出して戴いたので、早速貼り付けに掛かっている。この写真の下が型紙を貼った物で、上はできあがりを裏側から見たものである。
それをシァで切り落とす。リヴェット打ち出しで、全体が反っている。それを修正するために、金床の上でゴムハンマで叩く。満身の力を込めて一発で仕留めるのだ。リヴェットの裾野は平らになり、全体も平面になって落ち着く。
貼り付けるべき場所を確認する。これが意外に大変な作業なのである。よく似たものが多い。型紙は両面テープで貼ってあるので、きれいに剥がして、接着剤で貼る。マスキング・テープで仮留めしてから、軟らかい木の板を挟んでクランプで締め付けると密着する。
N氏が述懐する。子供のころはお金がなかったし、腕も知恵もなかった。ただ視力だけは十分にあった。今は視力だけがないと。
本当にその通りだ。筆者は、若い時はとても視力が良く、両眼とも2.0であった。ところが現在はかなりの遠視で、眼鏡をいくつも首からぶら下げているが、それでも足りない。

 工具一式をお渡しして、お願いした。リヴェットは下から押し出す方式である。型紙の大きな丸にダイをあてがい、どの方向からも白い部分が見えなくなった時に打てば、所定の位置に押し出せる。それを手前以外に向こうからも見なければならず、数枚を作ってもう体力が無くなったのである。目の良い人でないと難しいと思っていた。若い人が集まった時にお願いしようとも思っていたのだが、N氏は、LEDで照明を当てながら鏡で見るという方法を考え付かれたのだ。三方から同時に見られるので、仕事は大幅に早くなったそうだ。実際にはLEDはほとんど使わず、蛍光灯の光だけで十分だったとのこと。
工具一式をお渡しして、お願いした。リヴェットは下から押し出す方式である。型紙の大きな丸にダイをあてがい、どの方向からも白い部分が見えなくなった時に打てば、所定の位置に押し出せる。それを手前以外に向こうからも見なければならず、数枚を作ってもう体力が無くなったのである。目の良い人でないと難しいと思っていた。若い人が集まった時にお願いしようとも思っていたのだが、N氏は、LEDで照明を当てながら鏡で見るという方法を考え付かれたのだ。三方から同時に見られるので、仕事は大幅に早くなったそうだ。実際にはLEDはほとんど使わず、蛍光灯の光だけで十分だったとのこと。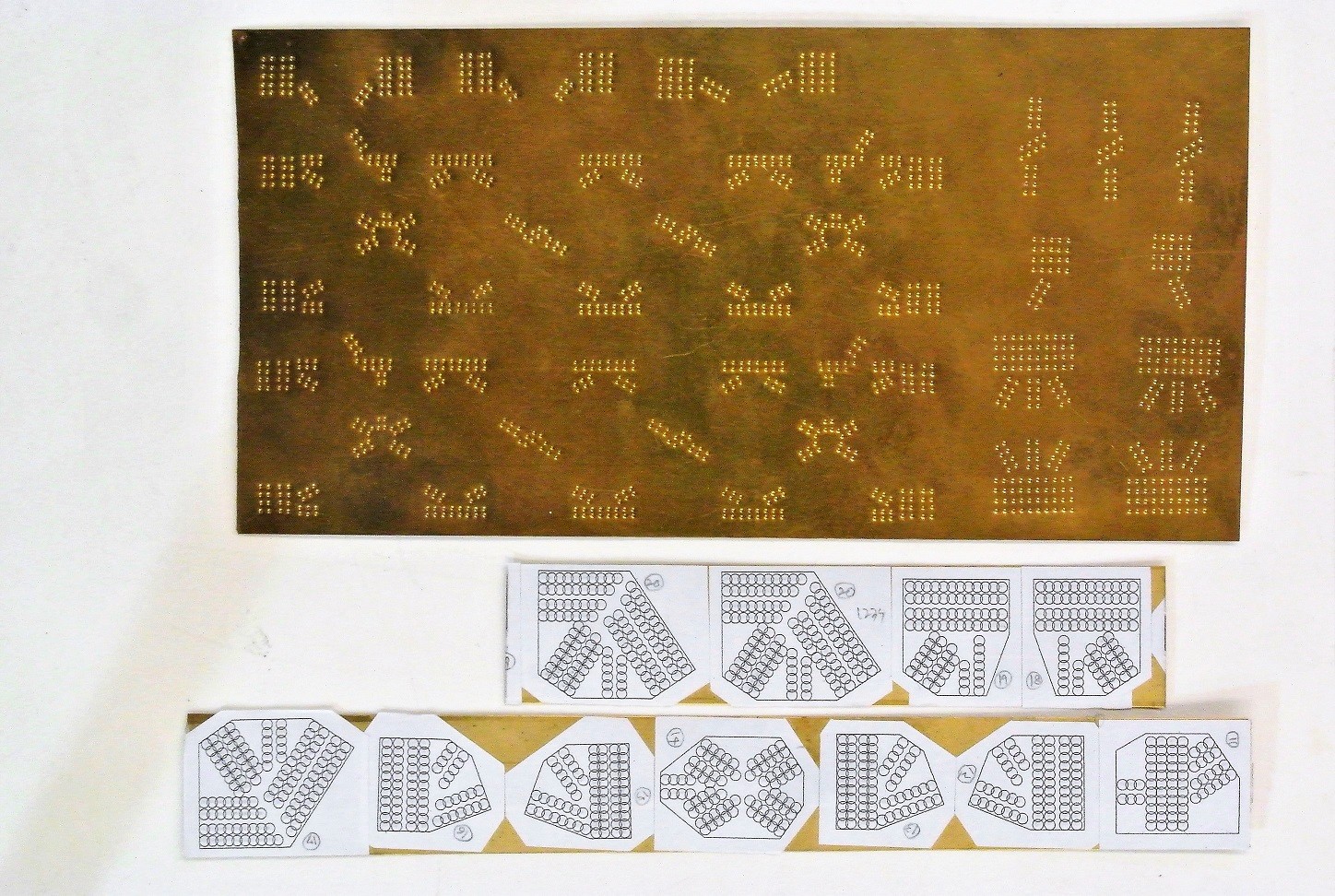 すごい数のリヴェットを短期間で打ち出して戴いたので、早速貼り付けに掛かっている。この写真の下が型紙を貼った物で、上はできあがりを裏側から見たものである。
すごい数のリヴェットを短期間で打ち出して戴いたので、早速貼り付けに掛かっている。この写真の下が型紙を貼った物で、上はできあがりを裏側から見たものである。それをシァで切り落とす。リヴェット打ち出しで、全体が反っている。それを修正するために、金床の上でゴムハンマで叩く。満身の力を込めて一発で仕留めるのだ。リヴェットの裾野は平らになり、全体も平面になって落ち着く。
貼り付けるべき場所を確認する。これが意外に大変な作業なのである。よく似たものが多い。型紙は両面テープで貼ってあるので、きれいに剥がして、接着剤で貼る。マスキング・テープで仮留めしてから、軟らかい木の板を挟んでクランプで締め付けると密着する。
N氏が述懐する。子供のころはお金がなかったし、腕も知恵もなかった。ただ視力だけは十分にあった。今は視力だけがないと。
本当にその通りだ。筆者は、若い時はとても視力が良く、両眼とも2.0であった。ところが現在はかなりの遠視で、眼鏡をいくつも首からぶら下げているが、それでも足りない。
2017年12月15日
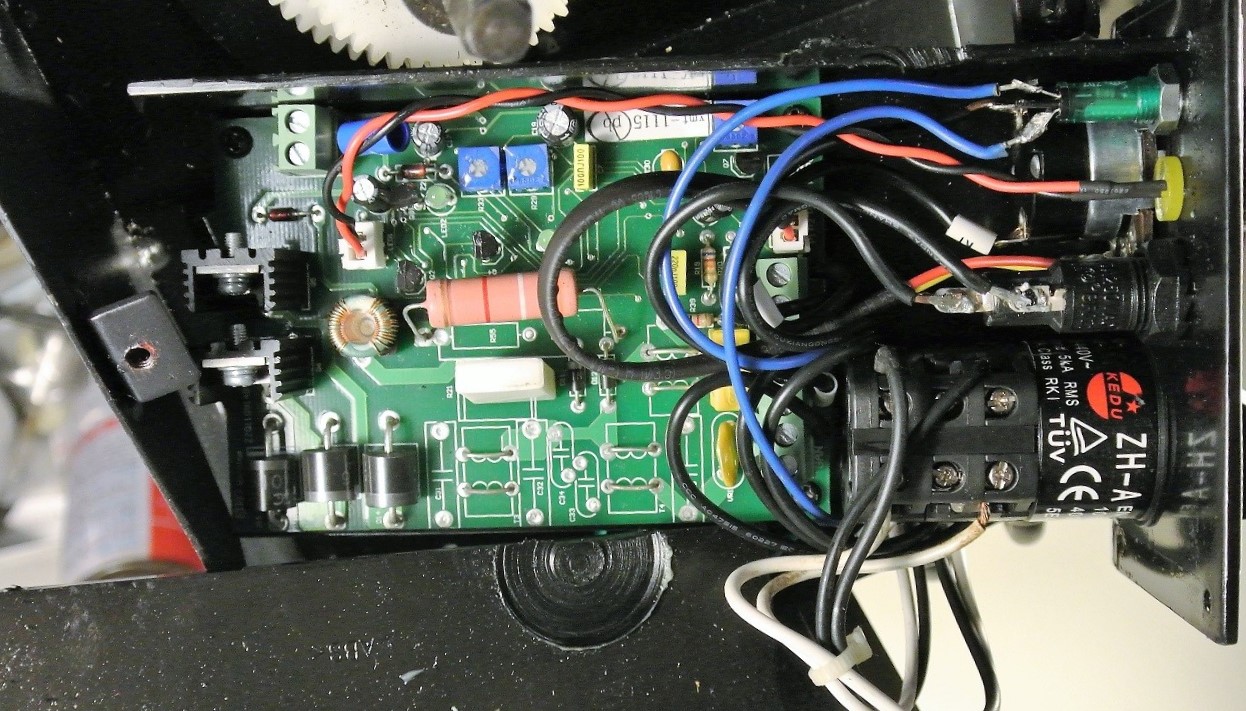
フライス盤の制御回路
このフライス盤は直流モータで駆動されている。マグネットモータである。困ったことに、磁束が漏れている。モータ側面に鉄片が吸着されるのだ。磁束漏れは出力低下の原因である。いずれ厚肉鉄パイプを被せてみよう。

 制御装置はこんな形である。寸法を測って金属製の箱を買ったが、入らない。箱の前後の妻板が10mmほどオフセットしていて、奥行がないのだ。
制御装置はこんな形である。寸法を測って金属製の箱を買ったが、入らない。箱の前後の妻板が10mmほどオフセットしていて、奥行がないのだ。
 こういう時はいつもの手を使う。妻板に孔をあけて、飛び出させて、それを別部品で覆う。発熱する部品なので、換気用という大義名分も使える。
こういう時はいつもの手を使う。妻板に孔をあけて、飛び出させて、それを別部品で覆う。発熱する部品なので、換気用という大義名分も使える。
アルミ箱の片方の妻板を、何度か曲げ、疲労させて折り取り、それを後ろに持って行く。ネジ留めしても良いが、接着でも良い。操作盤は手前に持ってきて、底面に接着する。5 mmのベークライト板で嵩上げすると、操作パネルの下端の高さがちょうどよくなる。

 ゴミ箱の上で、電動ニブラ(nibbler)で孔を開ける。切り粉は燃えるゴミでよい。アルミニウム屑はよく燃えるからだ。この程度の切りくずなら、回収する価値はない。
ゴミ箱の上で、電動ニブラ(nibbler)で孔を開ける。切り粉は燃えるゴミでよい。アルミニウム屑はよく燃えるからだ。この程度の切りくずなら、回収する価値はない。
この道具を使えば、切るのは簡単である。意外とこれを持っている人は少ないようだ。筆者は、エアコンのダクトを構成する薄鉄板をくりぬく作業をすることがある。それには便利な道具であって、安いものだ。これは日本製である。切粉はこのような三日月状である。
電気ドリルに付けるアタッチメントとしても売っているが、これは専用機である。
0.8 mmの鉄板でも簡単に切れ、切断速度が大きいので楽である。アルミなら、紙を切るような感じで切れる。直線を切るときはガイドを取り付けてそれを添わせて使う。円を切るときは半径を決める定規を付ける。
機関車の床板に使う1.5 mmのブラス板も、大きな板から切り出せる。切り口は多少凸凹しているのでヤスリを掛ける必要があるが、大した作業ではない。
 制御装置はこんな形である。寸法を測って金属製の箱を買ったが、入らない。箱の前後の妻板が10mmほどオフセットしていて、奥行がないのだ。
制御装置はこんな形である。寸法を測って金属製の箱を買ったが、入らない。箱の前後の妻板が10mmほどオフセットしていて、奥行がないのだ。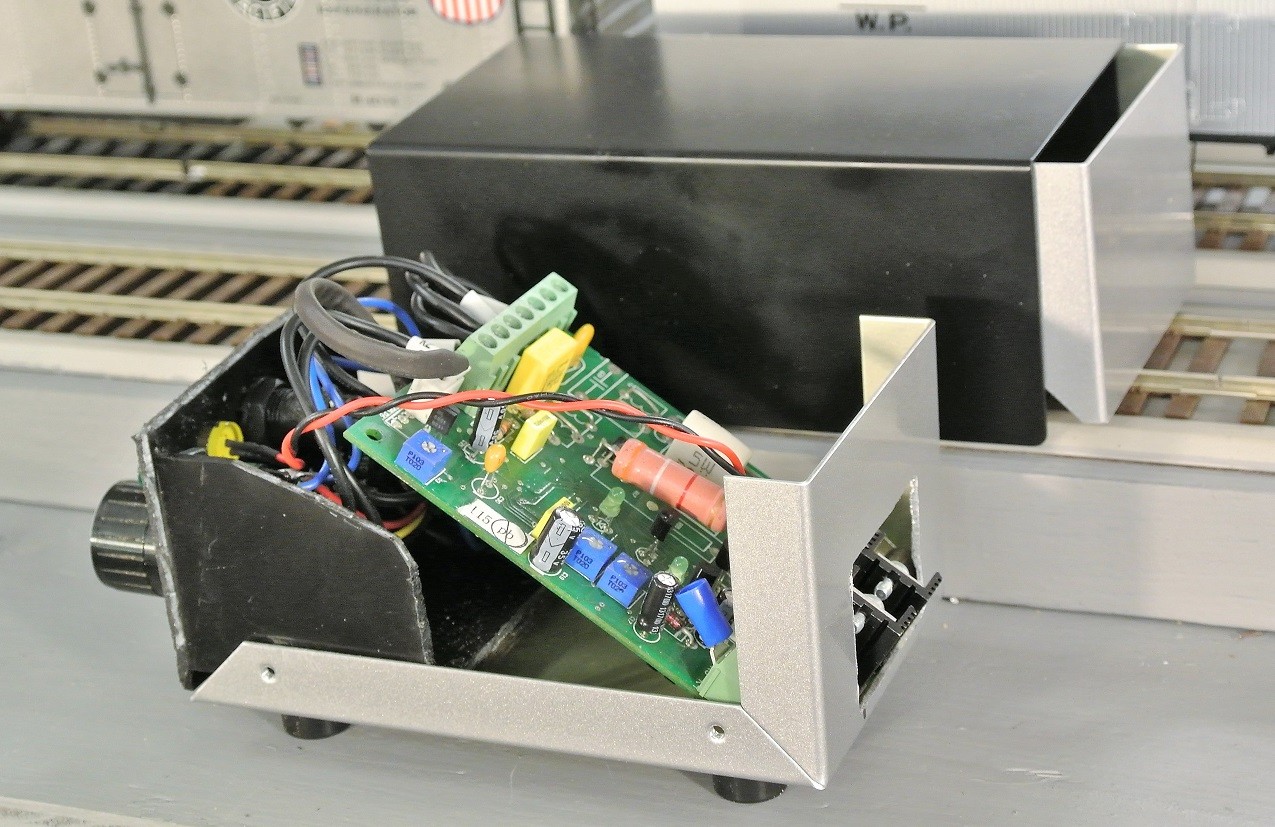 こういう時はいつもの手を使う。妻板に孔をあけて、飛び出させて、それを別部品で覆う。発熱する部品なので、換気用という大義名分も使える。
こういう時はいつもの手を使う。妻板に孔をあけて、飛び出させて、それを別部品で覆う。発熱する部品なので、換気用という大義名分も使える。 アルミ箱の片方の妻板を、何度か曲げ、疲労させて折り取り、それを後ろに持って行く。ネジ留めしても良いが、接着でも良い。操作盤は手前に持ってきて、底面に接着する。5 mmのベークライト板で嵩上げすると、操作パネルの下端の高さがちょうどよくなる。

 ゴミ箱の上で、電動ニブラ(nibbler)で孔を開ける。切り粉は燃えるゴミでよい。アルミニウム屑はよく燃えるからだ。この程度の切りくずなら、回収する価値はない。
ゴミ箱の上で、電動ニブラ(nibbler)で孔を開ける。切り粉は燃えるゴミでよい。アルミニウム屑はよく燃えるからだ。この程度の切りくずなら、回収する価値はない。この道具を使えば、切るのは簡単である。意外とこれを持っている人は少ないようだ。筆者は、エアコンのダクトを構成する薄鉄板をくりぬく作業をすることがある。それには便利な道具であって、安いものだ。これは日本製である。切粉はこのような三日月状である。
電気ドリルに付けるアタッチメントとしても売っているが、これは専用機である。
0.8 mmの鉄板でも簡単に切れ、切断速度が大きいので楽である。アルミなら、紙を切るような感じで切れる。直線を切るときはガイドを取り付けてそれを添わせて使う。円を切るときは半径を決める定規を付ける。
機関車の床板に使う1.5 mmのブラス板も、大きな板から切り出せる。切り口は多少凸凹しているのでヤスリを掛ける必要があるが、大した作業ではない。
2017年12月13日
フライス盤を分解する
来週あたりにベルト・ドライヴが発送されるようなので、下準備を始めた。

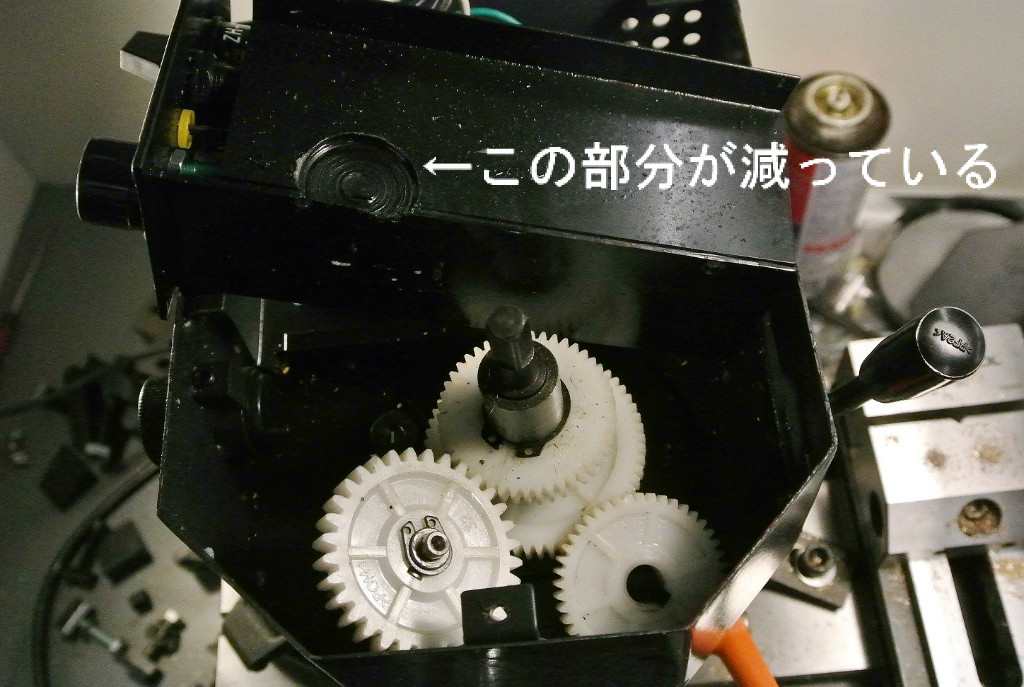
 モータを外してみたら、とんでもないことになっていた。樹脂製歯車が少し下がって(抜けて行く方向)、絶縁用のプラスティック板に当たっている。摩擦熱が発生して、ギヤが変形を始めていた。キー溝がすでに30度ほど回転している。温度が上がって、クリープが起こったのだ。その原因は、ギヤを留めるスナップ・リングの欠落である。もともとなかったのかもしれない。中国製だからとは言いたくないが、ひどいものである。この状態でしばらく使うと、ギヤの中でキーが回転していくのだろう。一周するとどうなるのだろう。
モータを外してみたら、とんでもないことになっていた。樹脂製歯車が少し下がって(抜けて行く方向)、絶縁用のプラスティック板に当たっている。摩擦熱が発生して、ギヤが変形を始めていた。キー溝がすでに30度ほど回転している。温度が上がって、クリープが起こったのだ。その原因は、ギヤを留めるスナップ・リングの欠落である。もともとなかったのかもしれない。中国製だからとは言いたくないが、ひどいものである。この状態でしばらく使うと、ギヤの中でキーが回転していくのだろう。一周するとどうなるのだろう。

 スナップ・リングを専用工具で外す。めったに使うものではないが、これが無いと作業が困難だ。ギヤを1枚外してみると、その先は鋼製のスリーヴ(ギヤ間のスペイスを稼ぐもの)と、もう一枚のギヤがある。これが固くて取れない。嵌めあいが、きつ過ぎるのだ。
スナップ・リングを専用工具で外す。めったに使うものではないが、これが無いと作業が困難だ。ギヤを1枚外してみると、その先は鋼製のスリーヴ(ギヤ間のスペイスを稼ぐもの)と、もう一枚のギヤがある。これが固くて取れない。嵌めあいが、きつ過ぎるのだ。

 仕方がないので、ギヤ・プーラを持ってきてセットした。プラスティックの歯車に爪を掛けるのはためらわれたが、壊れても良いのでそうした。この種の道具は、ドイツ車と米車とを持っていた時の整備工具である。よく壊れたが、すぐ修理できるので、部品とパーツを沢山保有していた時代があった。懐かしい思い出だ。
仕方がないので、ギヤ・プーラを持ってきてセットした。プラスティックの歯車に爪を掛けるのはためらわれたが、壊れても良いのでそうした。この種の道具は、ドイツ車と米車とを持っていた時の整備工具である。よく壊れたが、すぐ修理できるので、部品とパーツを沢山保有していた時代があった。懐かしい思い出だ。
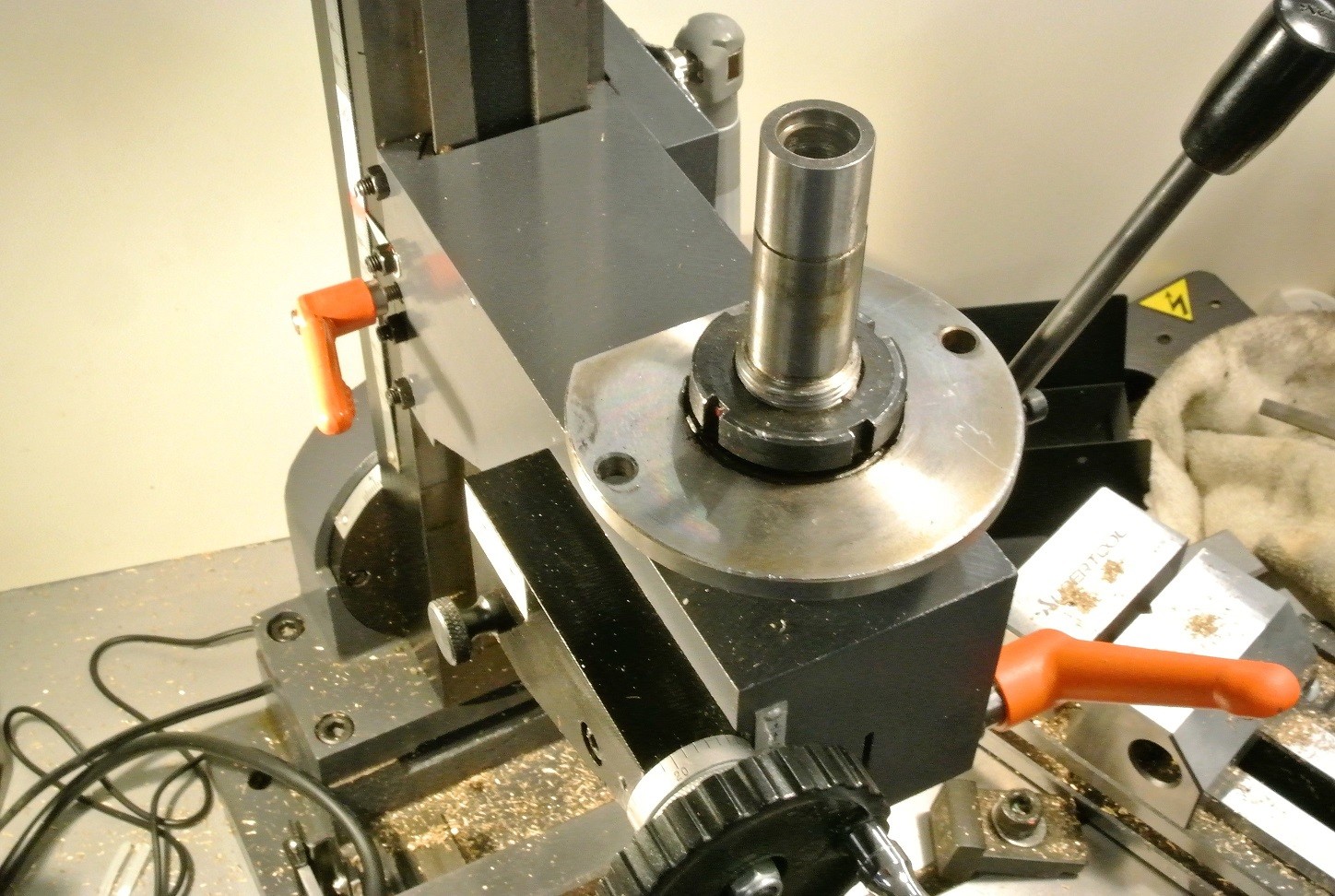
上端のネジをレンチで廻すと、すぐ抜き取れた。 外すとこんな様子だ。フランジにバカ孔が2個ある。ここにベルトドライヴを付けるのだ。
 箱は外してみるとこんな形である。これだけで、2 kg弱もあった。熔接はへたくそで、ひどいものである。鉄クズ置き場に直行だ。
箱は外してみるとこんな形である。これだけで、2 kg弱もあった。熔接はへたくそで、ひどいものである。鉄クズ置き場に直行だ。

 モータを外してみたら、とんでもないことになっていた。樹脂製歯車が少し下がって(抜けて行く方向)、絶縁用のプラスティック板に当たっている。摩擦熱が発生して、ギヤが変形を始めていた。キー溝がすでに30度ほど回転している。温度が上がって、クリープが起こったのだ。その原因は、ギヤを留めるスナップ・リングの欠落である。もともとなかったのかもしれない。中国製だからとは言いたくないが、ひどいものである。この状態でしばらく使うと、ギヤの中でキーが回転していくのだろう。一周するとどうなるのだろう。
モータを外してみたら、とんでもないことになっていた。樹脂製歯車が少し下がって(抜けて行く方向)、絶縁用のプラスティック板に当たっている。摩擦熱が発生して、ギヤが変形を始めていた。キー溝がすでに30度ほど回転している。温度が上がって、クリープが起こったのだ。その原因は、ギヤを留めるスナップ・リングの欠落である。もともとなかったのかもしれない。中国製だからとは言いたくないが、ひどいものである。この状態でしばらく使うと、ギヤの中でキーが回転していくのだろう。一周するとどうなるのだろう。 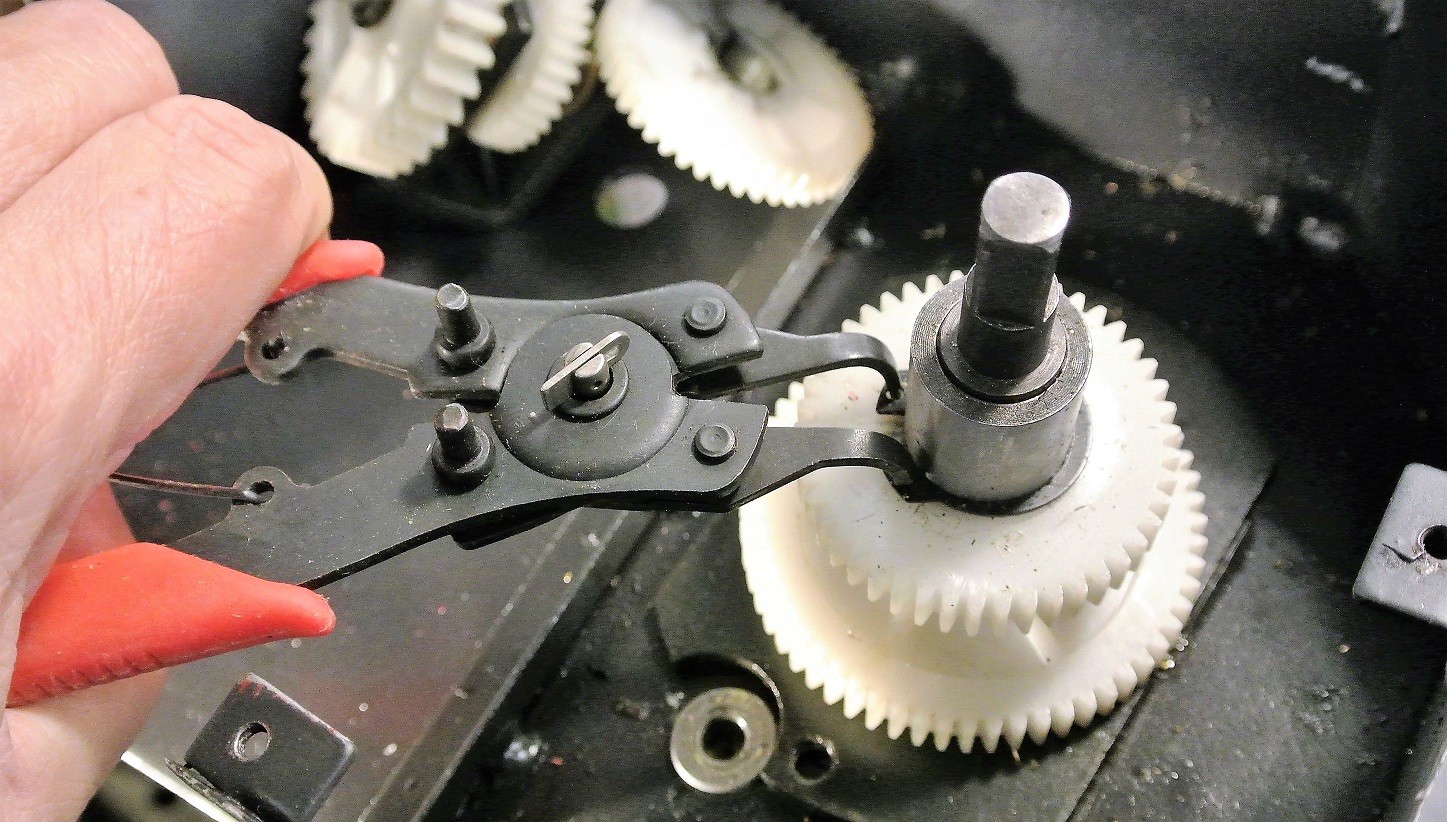
 スナップ・リングを専用工具で外す。めったに使うものではないが、これが無いと作業が困難だ。ギヤを1枚外してみると、その先は鋼製のスリーヴ(ギヤ間のスペイスを稼ぐもの)と、もう一枚のギヤがある。これが固くて取れない。嵌めあいが、きつ過ぎるのだ。
スナップ・リングを専用工具で外す。めったに使うものではないが、これが無いと作業が困難だ。ギヤを1枚外してみると、その先は鋼製のスリーヴ(ギヤ間のスペイスを稼ぐもの)と、もう一枚のギヤがある。これが固くて取れない。嵌めあいが、きつ過ぎるのだ。
 仕方がないので、ギヤ・プーラを持ってきてセットした。プラスティックの歯車に爪を掛けるのはためらわれたが、壊れても良いのでそうした。この種の道具は、ドイツ車と米車とを持っていた時の整備工具である。よく壊れたが、すぐ修理できるので、部品とパーツを沢山保有していた時代があった。懐かしい思い出だ。
仕方がないので、ギヤ・プーラを持ってきてセットした。プラスティックの歯車に爪を掛けるのはためらわれたが、壊れても良いのでそうした。この種の道具は、ドイツ車と米車とを持っていた時の整備工具である。よく壊れたが、すぐ修理できるので、部品とパーツを沢山保有していた時代があった。懐かしい思い出だ。上端のネジをレンチで廻すと、すぐ抜き取れた。 外すとこんな様子だ。フランジにバカ孔が2個ある。ここにベルトドライヴを付けるのだ。
 箱は外してみるとこんな形である。これだけで、2 kg弱もあった。熔接はへたくそで、ひどいものである。鉄クズ置き場に直行だ。
箱は外してみるとこんな形である。これだけで、2 kg弱もあった。熔接はへたくそで、ひどいものである。鉄クズ置き場に直行だ。2017年12月11日
続々 turntable indexing
 転車台のインデックス(割出し装置)は、当初の計画をかなり変更した。楔を差し込む形を考えていたが、ローラ・ベアリングが一つ見つかったので、それを押し付けることにした。そうすればスリットに入らずに滑っているときの抵抗は少ないし、潤滑も要らない。
転車台のインデックス(割出し装置)は、当初の計画をかなり変更した。楔を差し込む形を考えていたが、ローラ・ベアリングが一つ見つかったので、それを押し付けることにした。そうすればスリットに入らずに滑っているときの抵抗は少ないし、潤滑も要らない。 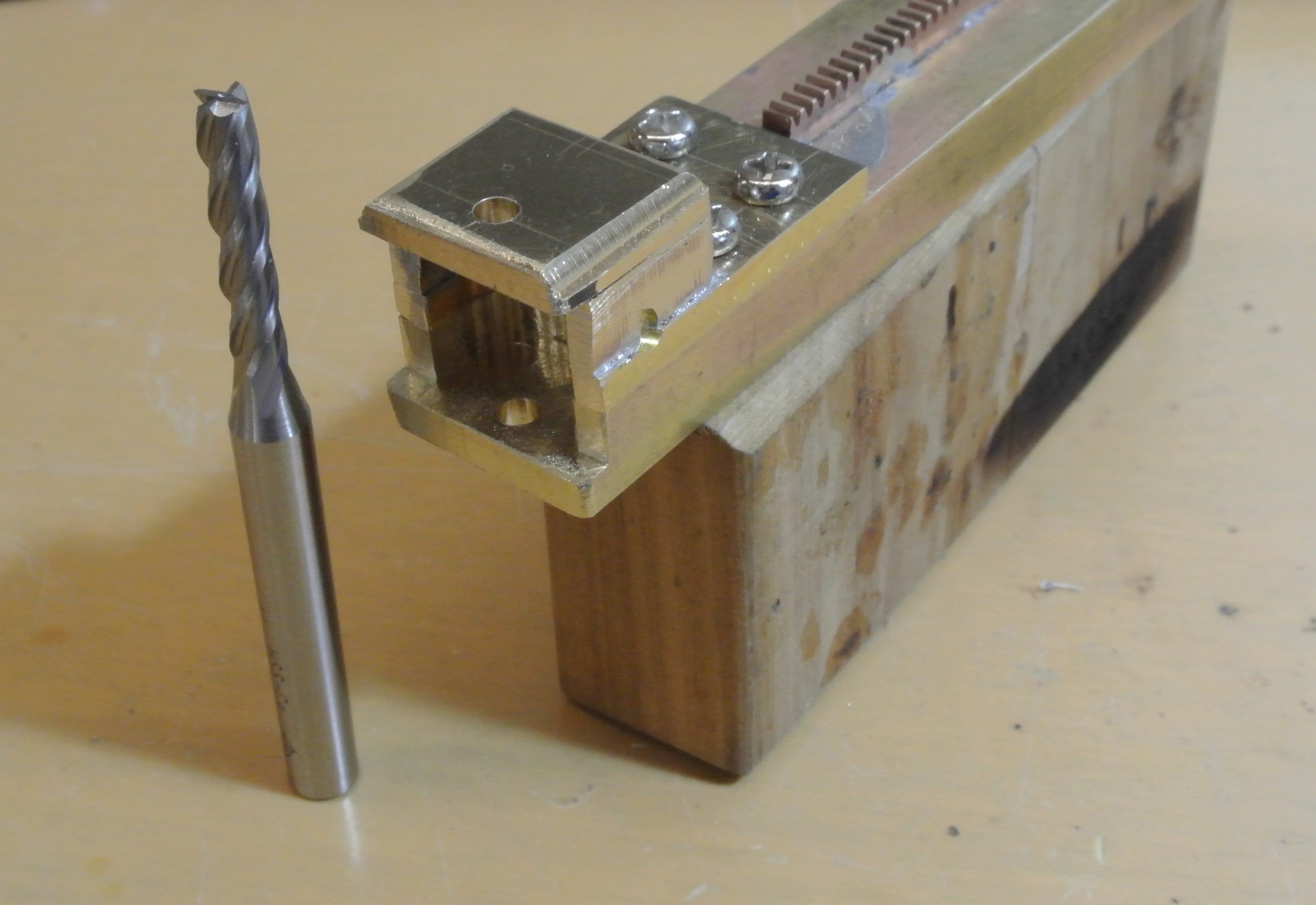 ローラ・ベアリングを収める部分は3 mmの板で作り、軸を真っ直ぐ通すために、縦フライスで孔をあけた。刃が長いものは4枚刃しかなかったので、ドリルで適当に穴をあけ、その後でフライス刃を差し込んだ。一瞬で正確な穴があき、その部分は完成だ。2枚刃なら下穴なしで切り込めるが、4枚刃ではそうはいかない。
ローラ・ベアリングを収める部分は3 mmの板で作り、軸を真っ直ぐ通すために、縦フライスで孔をあけた。刃が長いものは4枚刃しかなかったので、ドリルで適当に穴をあけ、その後でフライス刃を差し込んだ。一瞬で正確な穴があき、その部分は完成だ。2枚刃なら下穴なしで切り込めるが、4枚刃ではそうはいかない。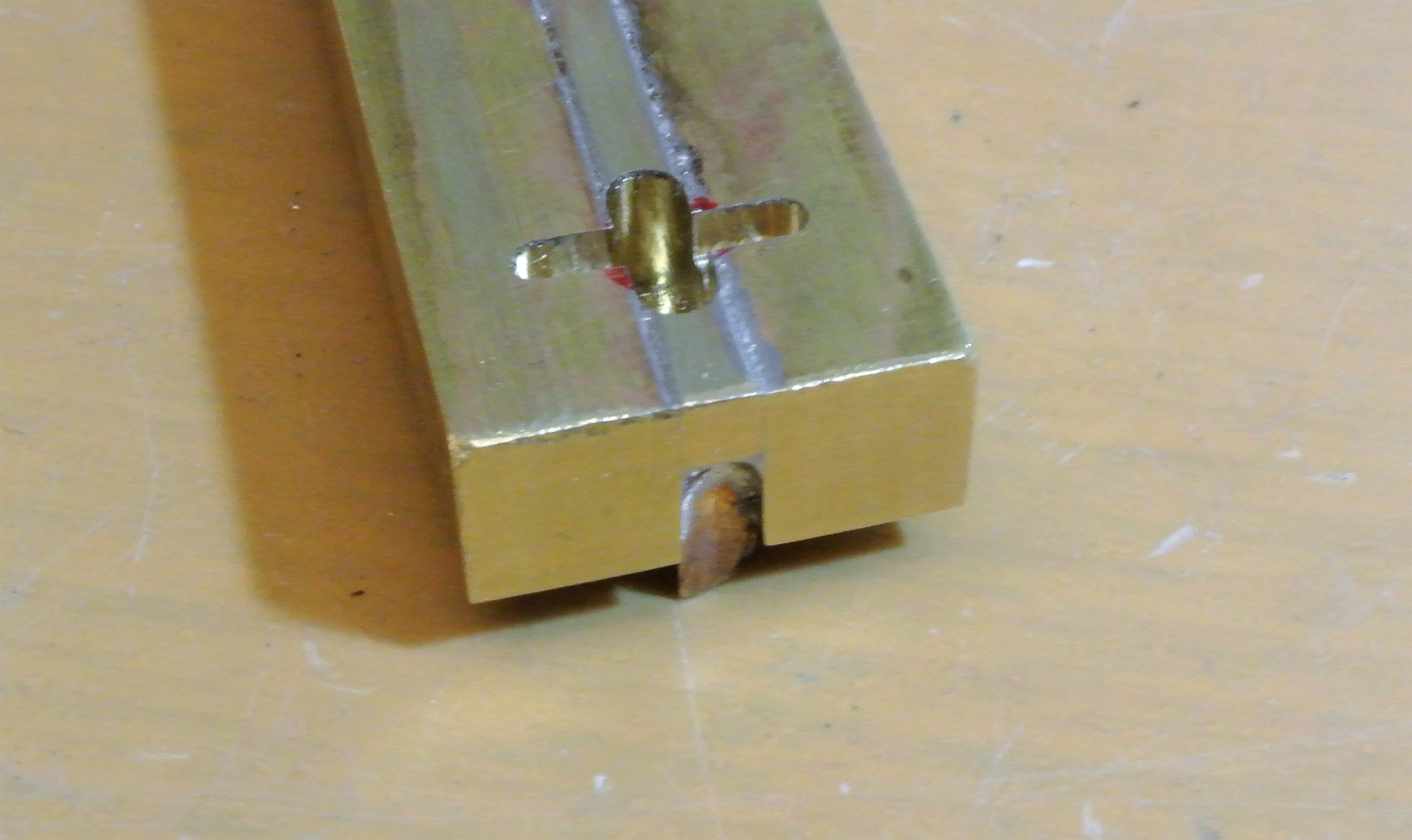
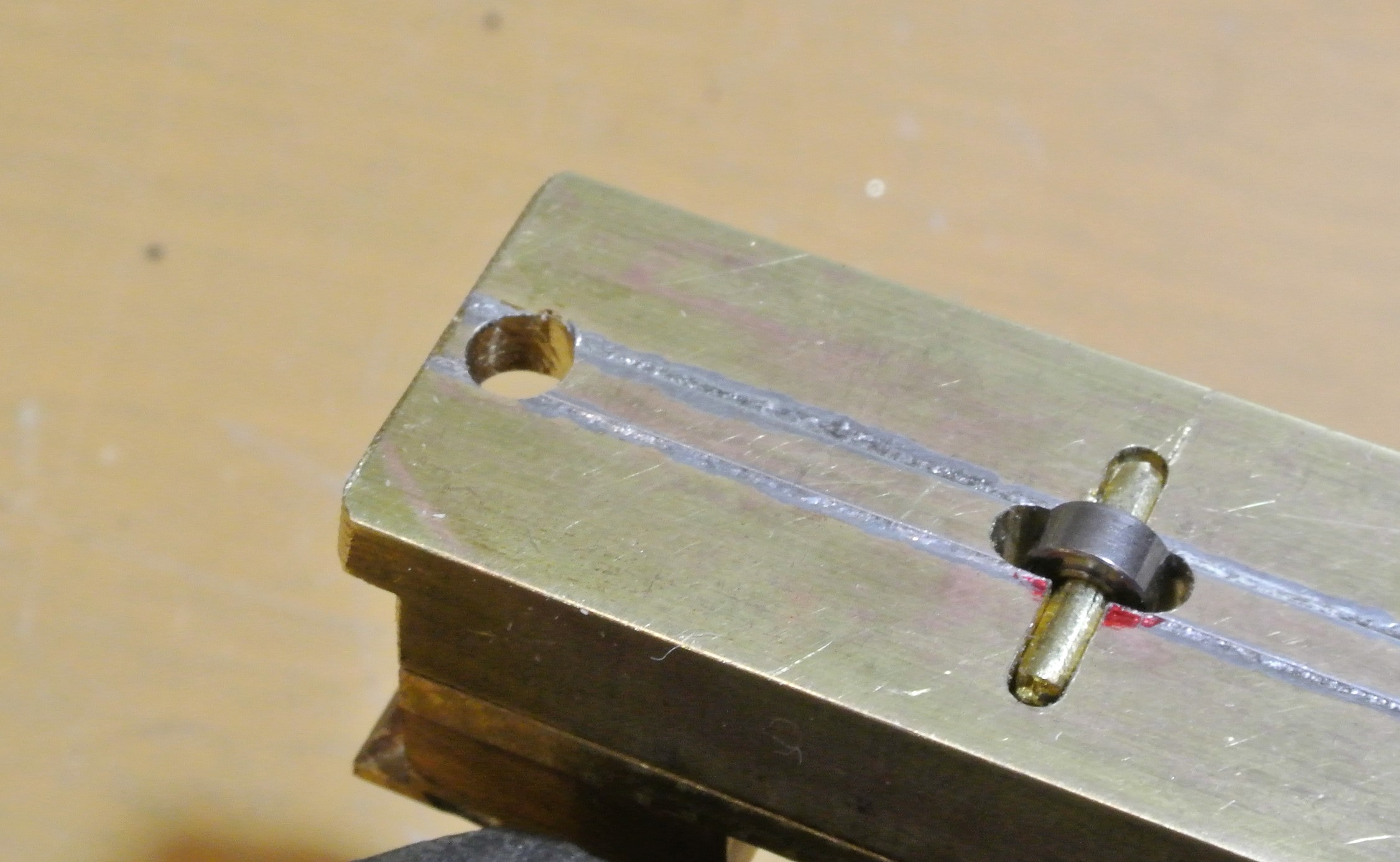 前後に動くプランジャ部分は、当初側面に溝を掘ってボールベアリングを偏心スリーブで受けていた。溝の角にボールベアリングのアウタレースが当たると、いつかは減るだろう。重さを別に受ける必要がある。部品を新製し、ボールベアリングを仕込んだ。簡単な工作だが、機械がないとできない仕事だ。
前後に動くプランジャ部分は、当初側面に溝を掘ってボールベアリングを偏心スリーブで受けていた。溝の角にボールベアリングのアウタレースが当たると、いつかは減るだろう。重さを別に受ける必要がある。部品を新製し、ボールベアリングを仕込んだ。簡単な工作だが、機械がないとできない仕事だ。真ん中にラック・ギヤをはさんで角棒をハンダ付けする。全く隙間の無い、完璧なハンダ付けをした。ラックの背が低いので、別の角棒で下から支えている。
このような長いものを付ける時には太い針金を曲げて作ったバネクランプで、全体を締める。ネジ式クランプではハンダが中まで入らない可能性がある。もちろん、接着面はキサゲで刻んで、めくれを付けてある。僅かの隙間をあけておくためである。塩化亜鉛飽和溶液を塗って、ハンダを置いてガスバーナで焙れば、できあがりである。切り口を見ると完全に一体になっている。
2017年12月09日
スコヤを捨てる
 これらのスコヤ(英語でmachinist square、直角定規)を捨てることにした。どれも狂っている。軟らかい材質と組んでいるので、落としたりすると、組んだところが塑性変形したのだろう。
これらのスコヤ(英語でmachinist square、直角定規)を捨てることにした。どれも狂っている。軟らかい材質と組んでいるので、落としたりすると、組んだところが塑性変形したのだろう。狂ったのだから直せるが、直してもまた狂う。より狂いやすくなる。
駄目なのは印をつけて箱に投げ込んであったが、先週全部解体して捨てた。ブラスの部分は切り取ったから、いつか何かに使うことになる。ステンレス部分は磁石に付くクロムステンレスであったので、鉄くず箱に入れた。
 右にあるのは一体型のスコヤである。これに限る。元はイギリスで作られた形のようだが、今は中国製である。機械の精度で作られているので、どこで作っても同じである。価格は比較的安い。輸入してクラブ員に頒布して喜ばれた。総数100本ほど輸入した。ほとんどが、スーツケースで持ち帰ったものだ。
右にあるのは一体型のスコヤである。これに限る。元はイギリスで作られた形のようだが、今は中国製である。機械の精度で作られているので、どこで作っても同じである。価格は比較的安い。輸入してクラブ員に頒布して喜ばれた。総数100本ほど輸入した。ほとんどが、スーツケースで持ち帰ったものだ。一度手持ちのスコヤをチェックされたい。愕然とする人が多かろうと推測する。
このスコヤを希望する人が多いので、いずれ再輸入してみよう。
 捨てる時にタガネで根元を割った。驚いたことにスリ割りを入れただけで、刃型の丸味が見える。ということは両端でしか接触していない。当然狂いやすい。ハンダ付けしたこともあったが、またすぐ狂ったのはこのせいだ。
捨てる時にタガネで根元を割った。驚いたことにスリ割りを入れただけで、刃型の丸味が見える。ということは両端でしか接触していない。当然狂いやすい。ハンダ付けしたこともあったが、またすぐ狂ったのはこのせいだ。X-1のベルトドライヴは、間もなく入って来る。写真が送られてきた。まじめな男で好感が持てる。
2017年12月07日
続 modifying tailstock
いろいろなところに手を入れた。本来旋盤という機械はそういうものである。買っただけで性能を発揮できるということは無い。使う人が手を入れ、部品を手作りして、はじめて、性能を発揮するのである。この記事の機械はやや凝り過ぎだが、素晴らしいものである。
大切な点は、スピンドルの精度である。ベアリングのガタがなく、心押台のセンタとぴたりと合えば、まず問題ない。その他の部品は気が済むまで改良していけばよい。改良用の部品は無数にある。昔はそれが何処に売っているのか見当もつかなかった。工具屋に行って聞いてもよくわからない。
町工場の社長が一番よく知っている。友人の父君には色々なことを教えてもらった。様々な部品も貰って、それを加工して使った。アッと驚くテクニックもあって、勉強になった。
最近「ミニ旋盤を使いこなす本」久島諦造著 を再度熟読した。ほとんどのことは頭に入っていたつもりだったが、チャックに入らない太いドリルでワークに孔をあける方法には再度驚いた。ゆうえん様が「パズルゲームのようなもので」とおっしゃったが、本当にその通りである。
模型工作の蘊蓄を語る人は多いが、旋盤を持っている人は少ない。旋盤を持てば、人生観が変わるはずだ。少ない金額で、これほど楽しめるものはない。模型屋に行く回数は激減するだろう。
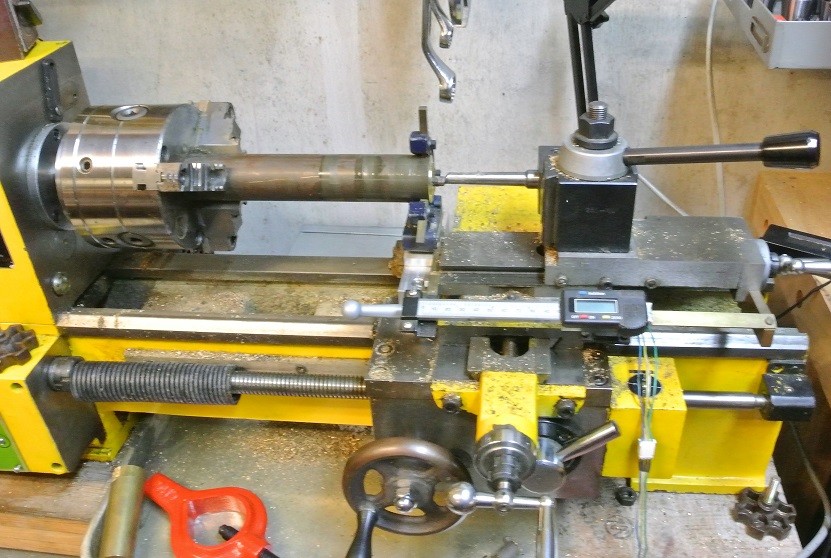
 写真は自宅の旋盤で、転車台のシャフトを挽いている様子だ。自分で改造した移動振れ止めで支えながら、Φ40の砲金の棒を中グリしている。刃物も自作である。刃先の位置が、振れ止めの位置と一致するところがミソである。写真では拭き取った後でよく分からないが、ワークの外側にはグリースを塗って作業する。昔鉄砲鍛冶に手ほどきを受けたので、中グリは得意である。
写真は自宅の旋盤で、転車台のシャフトを挽いている様子だ。自分で改造した移動振れ止めで支えながら、Φ40の砲金の棒を中グリしている。刃物も自作である。刃先の位置が、振れ止めの位置と一致するところがミソである。写真では拭き取った後でよく分からないが、ワークの外側にはグリースを塗って作業する。昔鉄砲鍛冶に手ほどきを受けたので、中グリは得意である。
シャフトは最大限に太くして、剛性を大きくしないと、回転橋の動きが珍妙になる。
大切な点は、スピンドルの精度である。ベアリングのガタがなく、心押台のセンタとぴたりと合えば、まず問題ない。その他の部品は気が済むまで改良していけばよい。改良用の部品は無数にある。昔はそれが何処に売っているのか見当もつかなかった。工具屋に行って聞いてもよくわからない。
町工場の社長が一番よく知っている。友人の父君には色々なことを教えてもらった。様々な部品も貰って、それを加工して使った。アッと驚くテクニックもあって、勉強になった。
最近「ミニ旋盤を使いこなす本」久島諦造著 を再度熟読した。ほとんどのことは頭に入っていたつもりだったが、チャックに入らない太いドリルでワークに孔をあける方法には再度驚いた。ゆうえん様が「パズルゲームのようなもので」とおっしゃったが、本当にその通りである。
模型工作の蘊蓄を語る人は多いが、旋盤を持っている人は少ない。旋盤を持てば、人生観が変わるはずだ。少ない金額で、これほど楽しめるものはない。模型屋に行く回数は激減するだろう。
 写真は自宅の旋盤で、転車台のシャフトを挽いている様子だ。自分で改造した移動振れ止めで支えながら、Φ40の砲金の棒を中グリしている。刃物も自作である。刃先の位置が、振れ止めの位置と一致するところがミソである。写真では拭き取った後でよく分からないが、ワークの外側にはグリースを塗って作業する。昔鉄砲鍛冶に手ほどきを受けたので、中グリは得意である。
写真は自宅の旋盤で、転車台のシャフトを挽いている様子だ。自分で改造した移動振れ止めで支えながら、Φ40の砲金の棒を中グリしている。刃物も自作である。刃先の位置が、振れ止めの位置と一致するところがミソである。写真では拭き取った後でよく分からないが、ワークの外側にはグリースを塗って作業する。昔鉄砲鍛冶に手ほどきを受けたので、中グリは得意である。 シャフトは最大限に太くして、剛性を大きくしないと、回転橋の動きが珍妙になる。
2017年12月05日
modifying tailstock
 テイルストック(心押台)は、既製品のままでは具合が悪い。繰り出し量が少ないから、何とかしようと思っていた。畏友U氏が同じことを考え、改造されたことを知った。左ネジを切った長い押し棒を作られたのだ。筆者も自分で作ることにし、材料のS45Cの丸棒を調達した。長いから、削るときに中間を移動振れ止めで押さえねばならない。その準備もして、左ネジを切る算段をしていたのだが、久し振りのことでネジ切りの歯車セットをどこにやったのか、思い出せない。
テイルストック(心押台)は、既製品のままでは具合が悪い。繰り出し量が少ないから、何とかしようと思っていた。畏友U氏が同じことを考え、改造されたことを知った。左ネジを切った長い押し棒を作られたのだ。筆者も自分で作ることにし、材料のS45Cの丸棒を調達した。長いから、削るときに中間を移動振れ止めで押さえねばならない。その準備もして、左ネジを切る算段をしていたのだが、久し振りのことでネジ切りの歯車セットをどこにやったのか、思い出せない。もたもたしているうちに、U氏が作って送って下さったので、ありがたく頂戴し、嵌め替えた。ネジが長くなったので、MT-1のテーパ・シャンクが長過ぎる。U氏に教えてもらった通りにテーパ部を22mmとした。何で切ろうか迷ったが、結局のところ、Brass_solder氏のアイデアで糸鋸で切った。1本12分かかって、糸鋸刃は1本折れる。計算通りだ。
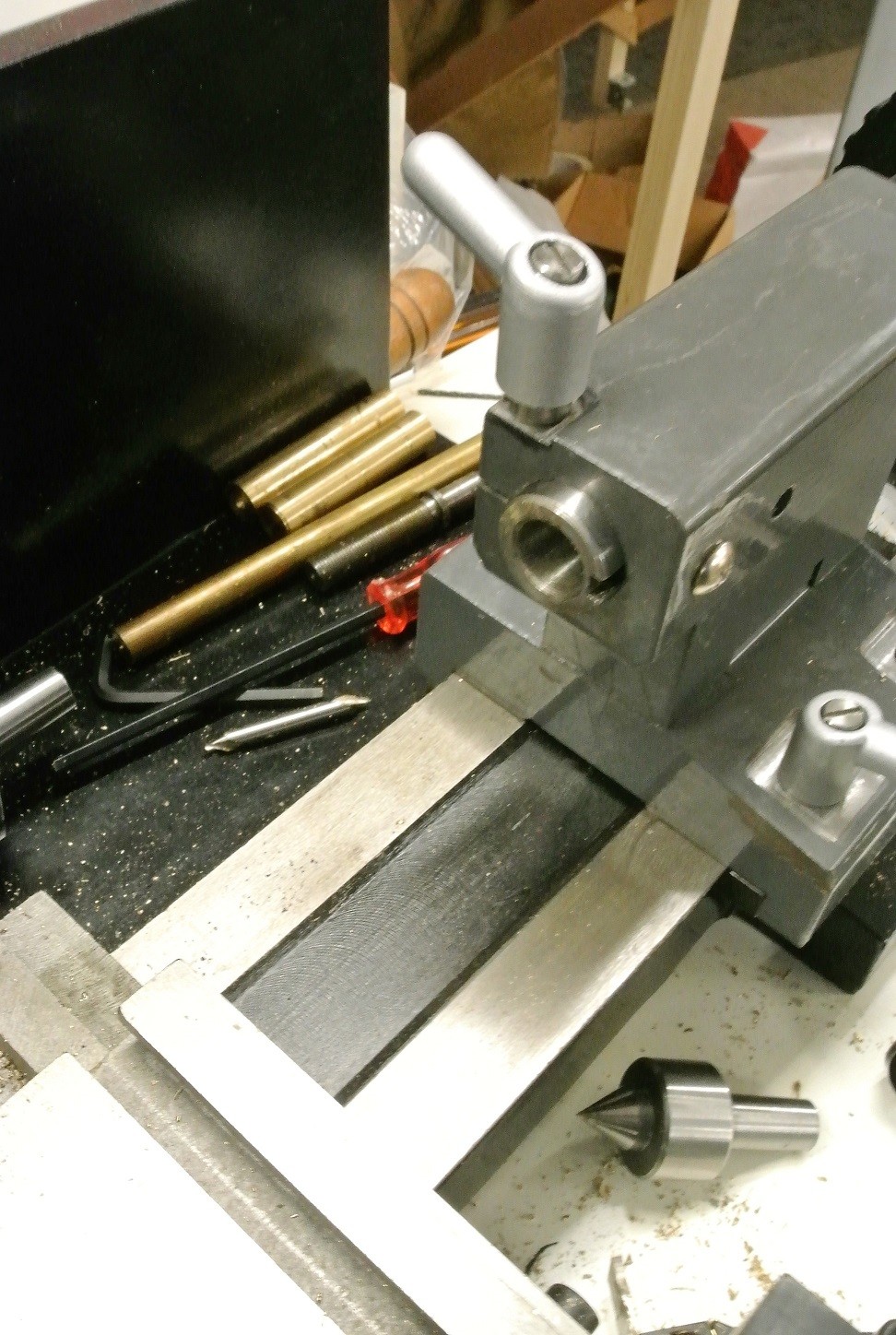
この旋盤のテイルストックには他にも問題があった。繰り出しのリミッタを兼ねるネジが、こちらから向こうに、水平に押している。これではセンタの心が出ない。
やはりU氏も同じことを考えられ、スリ割りを入れてネジで締める形にされている。早速、1 mm のスリ割りを入れた。鋳鉄だからと甘く見たのはとんでもない間違いで、切削油を大量に使っても、切るのは苦労した。後で油の処理が大変であった。
肉が薄いのでやや心配したが、M5のネジを立てて、セレーションのついたネジで締めた。この方法では全体を絞るので、センタが出る。当然、締める座はフライスで削って平らにした。
廻り止めを兼ねた繰り出しリミッタは、20 mmずらして先端に近いところにM4タップを立てた。短いネジを締めたら、それだけで一発で解決した。
 刃物台も、セレーションの付いたクランプネジで締めた。道具を使わなくても操作できるので楽である。よく使うところはこれに限る。目立つ色にしたのは正解だ。
刃物台も、セレーションの付いたクランプネジで締めた。道具を使わなくても操作できるので楽である。よく使うところはこれに限る。目立つ色にしたのは正解だ。刃物台が鈍く光っている。軽く面取りを施し、ゴム砥石で研いだのだ。来たばかりの時はフライス目が出てザラザラであった。ザラザラだと錆びやすいのだ。
2017年12月03日
共通点
Tortoiseなどは常時通電式である。微弱な電流で動くモータを使っている。所定の範囲を動いて停まると、その先は、直列につながれた抵抗にほとんどの電圧が分配され、モータは単なる電線であるから、熱が出ず焼けない。50年前、父がアメリカ製のエアコンの電動弁をばらして、驚いていたことを思い出す。それは、Honeywellの製品であった。それは、いわば「電気的辷り」とでも言うべき方法である。
要するに通電しても仕事にならない「辷り」を生じさせて、無視できるほど僅かな発熱を承知で使っているのである。その動作をメカニズムで実現したかった。共通点は「辷り」である。
モータが動き、ラックとピニオンで所定の位置まで行って当たると、発生する推力によって軽く押し付けられている。
電力供給が止まれば、逆に押されて戻るようにしたい。機械的辷りを作り出さねばならない。単純な摩擦式ではいずれ壊れる。電気的な処理方法はあるだろうが、筆者の方針には合わない。
このメカニズムは、様々な図を描いて検討した。ノッチの向きもそうだが、直線で曲線を近似するのをやめて、外側にもう一つの回転するドーナツ状の板を作り、それから内側へトングが出る方法も考えた。しかし、それはあまりにも複雑で、摩擦が大き過ぎる。
簡単にして、何十年も全く故障なく使える、というものでなければならない。今回採用のアイデアは15年ほど前に思い付いたのだが、なかなか使う機会が無かった。
さて、どんなメカニズムであろうか。
要するに通電しても仕事にならない「辷り」を生じさせて、無視できるほど僅かな発熱を承知で使っているのである。その動作をメカニズムで実現したかった。共通点は「辷り」である。
モータが動き、ラックとピニオンで所定の位置まで行って当たると、発生する推力によって軽く押し付けられている。
電力供給が止まれば、逆に押されて戻るようにしたい。機械的辷りを作り出さねばならない。単純な摩擦式ではいずれ壊れる。電気的な処理方法はあるだろうが、筆者の方針には合わない。
このメカニズムは、様々な図を描いて検討した。ノッチの向きもそうだが、直線で曲線を近似するのをやめて、外側にもう一つの回転するドーナツ状の板を作り、それから内側へトングが出る方法も考えた。しかし、それはあまりにも複雑で、摩擦が大き過ぎる。
簡単にして、何十年も全く故障なく使える、というものでなければならない。今回採用のアイデアは15年ほど前に思い付いたのだが、なかなか使う機会が無かった。
さて、どんなメカニズムであろうか。
2017年12月01日
推力を一定にする
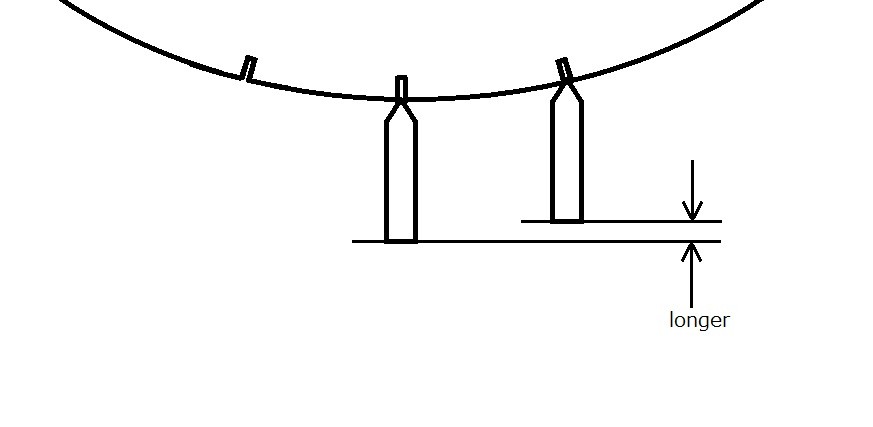 転車台のindex(割り出し装置)はnotch(切込み)にtongue(楔状のもの)を差し込んで行う。相手は回転するから、位相差はトングの長さに影響する。
転車台のindex(割り出し装置)はnotch(切込み)にtongue(楔状のもの)を差し込んで行う。相手は回転するから、位相差はトングの長さに影響する。要するに正規の位置にあれば短いが、多少ずれたのを戻すので、その時にversineが無視できない。僅かな距離だが、それをバネで補うとエネルギィが溜まるから、中心に行きにくくなる。正規の位置から外れた位置の方が、安定だからだ。それではセンタリングが効きにくくなる。
慣性で回り続けようとする重い円盤のノッチにトングが差し込まれた時、ダンピングが働き、軽くブレーキが掛かることも要求される。別部品としてエアダンパをいくつか作ってみたが、大げさであるし、動きも要求を満たさなかった。
トングを差し込むにはネジ式、ラック式などの方法があるが、バネを介してモータで押し込むと、エネルギィが蓄えられてしまうのだ。外れた位置から元に戻るときは、復元モータが働くのだが、その時抵抗少なく(多少のダンピングを伴い)所定位置に行って欲しい。軽く、いつも一定の力で、押し込まれていてほしいのだ。この解決法はなかなか難しい。
これらの諸問題を同時に解決する方法を模索していた。一つにはTortoiseに代表される常時通電式のポイントマシンを使うことだが、これは逆駆動が難しい。トータスのギヤトレインの効率が良くないし、そのモータは普通の有鉄心マグネットモータだからだ。より高効率のメカニズムはできるが、その後の保守などを考えると得策ではない。要するに、壊れようがないメカニズムが必要なのだ。