����́A��Ƃ̐��i�̌����̂��߂Ɋ��p����锲�挟���̊��p���@�ɂ��āA
JISZ9015�Ɋ�Â�AQL �iAcceptable quality level�j�ɂ�锲�挟���̂����ɂ���
���挟���\�Ƌ��ɂ��Љ�Ă����܂��B
�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q
��AQL�Ɋ�Â����挟����
�i�P�j���挟���Ƃ́H
�i�Q�j���挟���̍��ۋK�i�iISO�j�Ɠ��{�̋K�i�i�i�h�r�j
�i�R�jJISZ9015�̋K�i�ɂ�锲�挟�������Ƃ́H
�i�S�j���b�g�T�C�Y�̌���@�`���挟���̑Ώۃ��b�g�T�C�Y�Ƃ́H
�i�T�jAQL�̑I���@�`AQL�i���i�i�������j�Ƃ́H
�i�U�j���������̑I���Ƃ́H
�i�V�j�����̌������̐ݒ�@�`�@�Ȃ����Ƃ��������Ƃ�邢����
�i�W�j�唲��\�̊��p�@�`����\���甲�搔�ƍ��i���萔������
�i�X�j�����̐�ւ����[��
�i10�jJISZ9015-1���g�p���邽�߂̏���
�i11�j�s���i���b�g�̏��u
�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q
�܂��́A�����炩��AQL���挟���Ŋ��p���锲�挟���\�ƃT���v���T�C�Y�I��\��
�_�E�����[�h�ł���悤�ɂ������܂����̂ŁA�����p����������K���ł��B

���@JISZ9015-1�@AQL�w�W�^���挟���@���挟���\�iEXCEL�j�@
���@JISZ9015-1�@AQL�w�W�^���挟���@���挟���\�iPDF�j�@
�Ȃ��A�����p�̍ۂɂ́AJIS�̌����ɗ����Ԃ�A
���e�����m�F�̏�A���߂Ă��g�p���������悤���肢�������܂��B
�i�P�j���挟���Ƃ́H
���挟���́A���i�����̊����Ŕ����A�`�F�b�N���āA�i�����ێ����P���邽�߂̂��̂ł��B���i�̕i���́A�����܂Ő����H���ō��グ����̂ł��邱�Ƃ���{�ł��B������ʂ��āA�s���i����菜���Ƃ������Ƃ́A�{���̂���ׂ������̎p�ł͂���܂���B�����͗Ǖi�ł��邱�Ƃ��m�F���邽�߂̃`�F�b�N�@�\�ł��邱�Ƃ���O��ł��B
���挟���́A���i���w���������ґ��̗���ŁA�������A���݂��ɍ��ӂ��������ȏ�̕i���̐��i���[������Ă��邱�Ƃ�����������邽�߂Ɋ��p����܂��B�܂��A���Y�ґ��̗���ł́A���Y���傪���Y�������i���ŏI�I�ɕi�����傪�`�F�b�N����ŏI�o�����̔�����茟���Ƃ��Ă����p����Ă��܂��B
���̂悤�ɁA�����́A���Y�ґ��̍���̗���ƍw���҂̏���ґ���2�̗���ōl���邱�Ƃ���ł��B�����́A��������̉��H�H���̂悤�ɁA���i���̂��̂ɕt�����l�ނ��̂ł���܂���B�����������ɍ��i�ɂȂ��Ă��鐻�i�ƌ��������č��i�ɂȂ��Ă��鐻�i�ł́A����҂ɂƂ��ĉ����Ⴄ���Ƃ�����ł��傤���B����������A�������������i�ɂ͗]�v�Ȓlj��̌����R�X�g��������Ă��邱�ƂɂȂ�܂��B
��������������A�s�Ǖi���o�ׂ����A���q�l�ɂ����f�������Ă��܂����ƂɂȂ�܂��B���Y�҂Ƃ��Ă͌����Ȃ��ɂ́A�o�ׂ��ɂ����̂������ł��B�����𑝂₹�Α��₷�قǁA�����̃R�X�g�͍������܂����A���������Ȃ���A���Y�҂Ƃ��Ă̕s���͂��܂Ƃ��ł��傤�B�i���s�ǂ́A��H���Ŕ��������قǁA���̔�p�����͑傫���Ȃ�ł��傤�B�����ŁA���Y�҂ɂ́A�����ɂ���āA���̎��~�߂������Ă����A���ȃ`�F�b�N���K�v�ɂȂ�܂��B
����҂̗���ł́A�s�Ǖi�́A�t�����܂��A�����ɂ��R�X�g�A�b�v�Ő��i�̍w�����i���オ��悤�Ȃ��Ƃ������Ȃ���Ȃ�܂���B���̂悤�Ȑ��Y�҂Ə���҂�2�̗���ł�����W�����}���Ƃ��ق����A���Y�҂̌�����p�̒ጸ�Ə���ґ��̕s�ǂ̃��X�N���ŏ����ɗ}���A����I�ȗǂ��i�����ێ����邽�߂̎d�g�݂��AAQL�ɂ�锲�挟���ɂȂ�܂��B
���Љ��JISZ9015��AQL���挟���́A���̏���Ҋ댯�i�s�����Ȑ��i�����i�Ƃ���댯���j�Ɛ��Y�Ҋ댯�i�����Ȑ��i��s���i�Ƃ���댯���j���m���̗��_�����Ƃɒ�ʓI�ɋK�肵�Ă���Ƃ��낪���͓I�ȂƂ���ł��B����A���w�I�ȗ��_�Ɋ�Â��������w�i�ɂȂ��Ă���A��������Ŋ��p���邽�߂ɂǂ̂悤�Ɏg�p����悢���w�K���K�v�ȂƂ��낪�AJIS�K�i�Ɋ�Â����挟��������ۂ̃n�[�h���ƂȂ��Ă���Ƃ�������ł��傤�B
�����ŁA����́A���̔��挟���̃G�b�Z���X�𒊏o���āA����Ŋ��p�ł���|�C���g���܂Ƃ߂Ă݂܂����̂ŁA���܂������p����������K���ł��B
�i�Q�j���挟���̍��ۋK�i�iISO�j�Ɠ��{�̋K�i�iJIS�j
���i�̕i�����`�F�b�N���邽�߂ɁA���挟���������Ȃ��܂����A�݂Ȃ���͂ǂ̂悤�ȕp�x�Ŕ�������āA�ǂ̂悤�ɍ��۔�������Ă���ł��傤���B�����āA���ۓI�ȃr�W�l�X�ł��A�ʗp���锲�挟���́A���������ǂ̂悤�Ȋ�ɂȂ��Ă���ł��傤���B

���݁A���{�̐����Ƃ̔��挟���Ƃ��āA�����̊�ƂŊ��p����Ă�����̂��A
���L��JISZ9015��JIS�K�i�Ɋ�Â����挟���ł͂Ȃ��ł��傤���B
���@�v���l�����ɑ��锲�挟���菇-�@��0���FJIS Z 9015 ���挟���V�X�e�����_
Sampling procedures for inspection by attributes –
Part 0: Introduction to the JIS Z 9015 attribute sampling system
����JISZ9015-1�̋K�i�́AISO/DIS2859-1.2 : 1997�@�̍��ۋK�i�ƈ�v����悤�ɒ�Ă���Ă��܂��B�܂�AJIS�K�i��ISO�K�i����v���邱�ƂŁA���ۓI�ȃr�W�l�X�ɂ����Ă��A�i�������̍����Ƃ��ẮA����͈���Ă��Ă��A���ʂ̗������ł��錟���K�i�ł���Ƃ�����ł��傤�B
�i���́A���i���C�O�Ŋ��邽�߂̃p�X�|�[�g�ł��B�����̓��e�����łȂ��A���̔w�i�ɂ���l�����𗝉����āA���挟���Ɋ������Ă������Ƃ���ł��B
���@ISO/DIS2859-1.2: 1997, Sampling procedures for inspection by attributes- Part 1 : Sampling plans indexed by acceptable quality level (AQL) for lot-by-lot inspection
JISZ9015�̓��e�ɂ́A���{�̍H�ƕW���Ƃ��āAISO2859�̍��ۋK�i�ɂ͂Ȃ����������̋L�ڂɂ��Ă��A�{�����ɉ����������āA�킩��₷����ʂ��āA�Љ��Ă���_���������܂���̂ŁA�C���^�[�l�b�g���JIS��HP���猴������x�ǂ�Ō��邱�Ƃ��������߂������܂��B
�i�R�jJISZ9015�̋K�i�ɂ�锲�挟�������Ƃ́H
JISZ9015�ł́A���挟���ɂ��āA���̂悤��3�̔��挟���̂������Љ�Ă��܂��B
�@JISZ9015�|1�@��1���F���b�g���Ƃ̌����ɑ���AQL�w�W�^���挟������
�AJISZ9015�|2�@��2���F�Ǘ����b�g�̌����ɑ���LQ�w�W�^���挟������
�BJISZ9015�|3�@��3���F�X�L�b�v���b�g���挟���菇
�����ł́A�V���v���Ŋ��p���₷���A�@ISZ9015�|1�@AQL�w�W�^���挟���������g�p����邱�Ƃ������̂ł͂Ȃ��ł��傤���B
����́A���́uISZ9015�|1�@���b�g���Ƃ̌����ɑ���AQL�w�W�^���挟�������v�ɂ��āA���Љ�Ă����܂��B
�i�S�j���b�g�T�C�Y�̌���@�`���挟���̑Ώۃ��b�g�T�C�Y�Ƃ́H
���挟���́A���̌��t�̂Ƃ���A���Y�������̂���A�ꕔ����錟�������ł��B
�܂��́A�ǂ�����ʂ��Ƃ邩�A���̑S�̂��ǂ̂悤�ɂƂ炦����悢�ł��傤���B���挟�����s����ŕK�v�ƂȂ鐶�Y�S�̂̐��i�ꐔ�j�A�����郍�b�g���i���b�g�T�C�Y�j���ǂ̂悤�ɒ�`����悢�ł��傤���B
��Ƃɂ���āA���̐��Y���b�g�̒�`�́A�قȂ�܂��B���b�g�̃T�C�Y���ǂ̂悤�ɒ�`���邩�ɂ���āA�����̔�����萔���ω����܂��̂ŁA���b�g�̃T�C�Y���ǂ̂悤�Ȑ��ɂ��邩���炩���ߒ�߂Ă����K�v������܂��B
�Ⴆ�A1���Ő��Y�������̂�1���b�g�Ƃ���̂��A���Ɩ������A���ꂼ��̂P�V�t�g�Ő��Y��������1���b�g�Ƃ���̂��A��萔�ʂ̐��Y�i��1���b�g�Ƃ���̂��A���b�g�ɑ����`�͂��܂��܂ł��B
JIS�K�i�ŏЉ��Ă��郍�b�g�T�C�Y��ݒ肷���ł̒��Ӄ|�C���g�́A����3�ł��B
�@���b�g�T�C�Y�̌���͐��Y�H���̒m���Ȃ��ɂ͂��Ȃ��ق����悢�B
�A�قƂ�ǑS�Ă̏ꍇ�ɂ̓��b�g�T�C�Y�̏������щ��������߂邱�Ƃ��]�܂����B
�B���b�g�́A�����I�ɓ���̏����Ő��Y���ꂽ�A�C�e���ō\�����邱�Ƃ��]�܂����B
���Y�i�́A���b�g���Ɍ�������܂��̂ŁA���b�g�Ԃł̌����̍��ۂ̏��͘A���I�Ȑ��Y�̒��ł͏d�v�ȍH���̌X���I�ω���������ȏ��Ƃ��Ċ��p���邱�Ƃ����߂��܂��B���̂��߁A���b�g���̌����ł́A�����A�����̏��ԂƓ����ŁA�����悾���iFIFO�j�ł����Ɍ��������āA����Ƀt�B�[�h�o�b�N���邱�Ƃ����߂��܂��B�܂��A�ЂƂ̃��b�g�����܂�ɑ傫���P�ʂɂ��Ă��܂��ƁA�i����肪���������ۂ̃��b�g�A�E�g�̑Ώې��������Ȃ邱�Ƃ��������Ă����K�v������܂��B
���b�g���ǂ̂悤�ɒ�`���邩�ɂ���āA��Ƃɂ�����i���̎p���������Ă�����̂ł��B
�i�T�jAQL�̑I���@�`AQL�i���i�i�������j�Ƃ́H
���������AQL�i���[����[����j�Ƃ������t���ǂ����ł����āA�����o����������������̂ł͂Ȃ��ł��傤���BAQL�Ƃ́AAcceptance quality limit�A�u���i�i�����E�v�̗����ł��B
JISZ9015-1�ł́AAQL�́A�w�p�����ĘA�����b�g�����挟���ɒ�o�����Ƃ��ɁA���e�����H�����ς̏���̕i�������x�Ƃ��āA��`����Ă��܂��B
���i�̕i�����AAQL�Ɠ���������ȏ�̗ǂ��H������T���v�����ꂽ���b�g�̏ꍇ�ł���A���̐��i�́A�����̏ꍇ�A���i����Ƃ������ƂɂȂ�܂��BJISZ9015-1�ł́A����AQL�����炩���ߐݒ肵�āA�����̔���p�x�����肷�邽�߁A���炩���߂ǂ̂悤��AQL�i���j�ɐݒ肷�邩���߂Ă����K�v������܂��B
JIS�K�i�ŏЉ��Ă���AQL�̐ݒ�ł̃|�C���g�́A�ȉ��̒ʂ�ł��B
�@AQL�̐ݒ�ɂ����ẮAAQL�����Y�̂Ƃ��ɗv�������i���̎w�W��^����B
�A���Y�҂�AQL���ǂ����b�g�Y���邱�Ƃ�v�������B
�BAQL�́A���Y�҂̗���őÓ��ɓ��B�ł�����̂ł���A����҂̗��ꂩ����Ó��ȕi���łȂ���Ȃ�Ȃ��B
�C���̐��i���ǂ̂悤�Ɏg�p����邩�A�s��̌��ʂ��l������K�v������B
�Ⴆ�A�g�ݗ��č�Ƃ̒��őg�ݍ��܂�镔�i�ɕs�������A�g�ݗ��Ē��ɖ��Ƃ��ĕK���͂˂���\���ł���ꍇAQL����邭�ݒ肵�A�s��������ŏd�v�ȑ��u�̕��i�Ŏ�ւ����ł��Ȃ��悤�Ȃ��̂ŋ@�\��Q���N�����悤�Ȃ��̂��ɂ���āAAQL�����т����ݒ肷��ȂǁA�`�p�k�̌�������v������i���Ƌ��e�ł���i���͈̔͂ł��܂��ω������邱�Ƃ���ł��B
�X�̕i�������ɉ����āAAQL�����܂��ݒ肵�āA���i�̗v�������悤�Ɋ��p���Ă����܂��傤�B
�܂��AAQL���w�肷�邱�Ƃɂ���āA�s�Ǖi���K��̍��i�i�����E�܂Ŋ܂܂�Ă悢�Ƃ������Ƃ��m�肷����̂ł͂������Ă���܂���B�s�Ǖi�͂������A���Ȃ��ق����悢�Ƃ����F���̂��ƂŁA���Y�ґ��A����ґ��̗���ŁA����AQL���g�p���Ȃ���Ȃ�܂���B
�i�U�j���������̑I���Ƃ́H
���������́A���b�g�T�C�Y�Ɣ���̃T���v���T�C�Y�i�T���v�����O���j�̊W�����肷�邽�߂ɕK�v�Ȑ����ł���A���挟�����s����ł��炩���ߐݒ肵�Ă������Ƃ����߂��܂��B
JISZ9015�̔�����茟�������́A3��ނ̒ʏ팟�������i�T�A�U�A�V�j��4��ނ̓��ʌ��������iS-1�AS-2�AS-3�AS-4�j����Ȃ�܂��B
�E�ʏ팟�������@�i�T�A�U�A�V�j
�E���ʌ��������@�iS-1�AS-2�AS-3�AS-4�j
�ʏ팟�������́A�ł��g�p����鐅���ł���A���̐������K�肳�ꂽ�ꍇ�ӊO�́A�ʏ팟�������U���g�p���邱�ƂɂȂ��Ă��܂��B�iJISZ9015-0�ŋL�ځj�B
�ʏ팟�������ł́A�h���U���V�̏��ԂŃT���v�����O�T�C�Y�������Ȃ�悤�ɐv����Ă��܂��B�܂��A���ʌ��������́A�T���v�����O�T�C�Y�����������Ă����Ȃ���Ȃ�Ȃ��悤�ȏ�z�肵�āA�v����Ă��܂��B
���b�g�T�C�Y�ƌ���������I�����邱�ƂŁA���L�\JSZ9015-1�T���v���i�T�C�Y�j�����̎w�肳�ꂽ�ꗗ�\����T���v�������i�p���j���m�F���܂��B

�Ⴆ�A���b�g�T�C�Y���A300�Œʏ팟�������U�̏ꍇ�ɂ́A�wH�x��I�����邱�ƂɂȂ�܂��B
�i�V�j�����̌������̐ݒ�@�`�@�Ȃ����Ƃ��������Ƃ�邢����
���Ɍ�����3�̐������猟����I�����܂��B
�@�Ȃ����iNormal inspection�j
���b�g�̍H�����ς��`�p�k���ǂ��ꍇ�ɐ��Y�҂ɍ������i�̊m����ۏ���悤�ɂ������挟���������g�p���錟��
���u�H�����ρv�Ƃ́A�H�������v�I�ȊǗ���Ԃɂ���Ƃ��̕s�Ǘ��Ɖ��߂ł��܂��B
�A���������iTightened inspection�j
�Ή�����Ȃ����������т������۔����������挟���������g�p���錟��
�B��邢�����iReduced inspection�j
�Ή�����Ȃ������͏������T���v���T�C�Y�������挟���������g�p���錟��
���ɂ�邢�����Ƃ����p��͉p��ŁAReduced inspection�ƕ\�L����A�{���́A�u���炵�������v�Ƃ����Ӗ��ł��邱�Ƃ��i�h�r�K�i�ŎQ�l��������Ă��܂��B
�i�W�j�唲��\�̊��p�@�`����\���甲�搔�ƍ��i���萔������
�I�����ꂽ�T���v��������AQL�i���i�i�����E�j�����ƂɁA����\���甲�搔�ƍ��i���萔�����肵�܂��B�����̌������ɂ��A���L��3�̕\���g�������Ă����܂��B
�Ⴆ�A�Ȃ�����1������i�唲��\�j��I�����āA
�T���v������H�ŁAAQL=0.25����I�������Ƃ��ɂ́A�T���v���T�C�Y50���A
����́AAc�i���i���萔�j=0�ARe�i�s���i���萔�j���P�Ƃ������Ƃ��킩��܂��̂ŁA
���������50�̒��ŁA�s�ǂ�1�ł��������Ƃ��ɂ́A�s���i�Ƃ������ƂɂȂ�܂��B
�s�ǂ��O�őS��50�Ǖi�ł���A���挟�����i�Ƃ������ƂɂȂ�܂��B
�@JIS Z 9015-1 �Ȃ�����1������i�唲��\�j
�AJIS Z 9015-1 ����������1������i�唲��\�j

�BJIS Z 9015-1 ��邢������1������i�唲��\�j

���ꂪ�AAQL�Ɋ�Â����挟���ɂȂ�܂��B���ɊȒP�ɔ�����萔�Ɣ��萔��I���ł��܂��ˁB
�i�X�j�����̐�ւ����[��
���Y�҂Ə���҂̗���A���i�̕i�����������āA�����̌������͕ω������܂��B�i�������肵�Ă���ꍇ�ɂ́A�Ȃ��������邢�����ցA�i�����s����ȏꍇ�́A�Ȃ������炫�������ւƈڍs���邱�ƂŁA���挟���ɂ�鐶�Y�҂̃R�X�g�Ə���҂̃��X�N�����܂��}������d�g�݂��̗p����Ă��܂��B
���L�́A�����̐�ւ����[���ł��B�w�肪�Ȃ��ꍇ�A�Ȃ�������X�^�[�g���āA
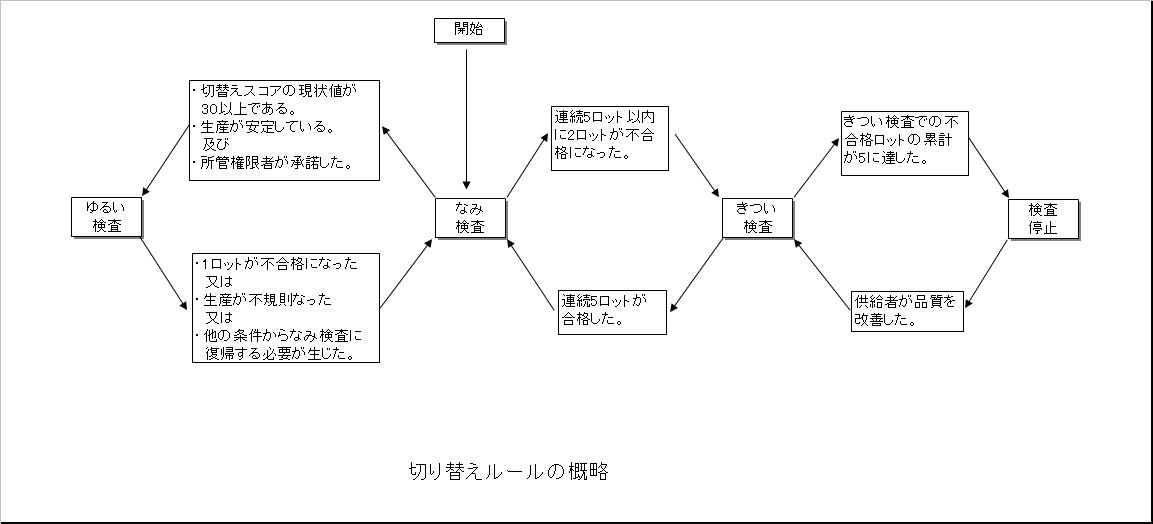
�A���T���b�g�ȓ��̏������łQ���b�g���s���i�ɂȂ����ꍇ�́A���̃��b�g���炫�������Ɉڍs���āA���̘A���T���b�g�����i�����Ƃ��ɁA���Ƃ̂Ȃ����ɕ��A���܂��B����҂ɑ�����S��Ƃ��āA�i�����P�̃A�N�V�����������܂ō��۔���̌������̂��̂��~����Ƃ������[�������邱�Ƃ��|�C���g�ł��B
���������ň�A�̃��b�g�̒��ŏ������ł̕s���i�̍��v���T�ɒB�����ꍇ�ɓK�p�����ł��d�v�Ȍ����ƂȂ�܂��B�����A�i���������ꍇ�A�K�Ȑ������u��������܂ŁA�Ȍ�̃��b�g���������₷�鎑�i���^�����Ă���Ƃ������ƂɂȂ�܂��ˁB
�܂��A�Ȃ��������邢�����Ɉڍs����ۂɂ́A�u��ւ��X�R�A�v�Ƃ��������Ȃ�Ȃ����t���łĂ��܂����A�����������̃��[���͂Ȃ�ł��傤���B��ւ��X�R�A�́A�Ȃ��������邢�����Ɉڍs���邽�߂̎w�W�ł���A�Ȃ����̏���������n�߂��A�s�x�X�V����܂��B����Љ��1������ɂ����ẮA���i������ɉ����āA���̂悤�ȃX�R�A�̃J�E���g�̎d�������܂��B
�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q
���@1�����
�P�j���i�������2�ȏ�̂Ƃ��A�����AAQL��1�i���т��������Ƃ��Ă����b�g�����i�ɂȂ��Ă����Ȃ�A��ւ��X�R�A��3�������A�����łȂ���A��ւ��X�R�A��0�ɖ߂��B
�Q�j���i��������A0����1�̂Ƃ��A���b�g�����i�Ȃ�A��ւ��X�R�A��2�������A�����łȂ���ΐ�ւ��X�R�A��0�ɖ߂��B
�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q
�����������Ȃ����Ă��悢�Ɣ��f���邽�߂ɂ́A����I�ɍ��i�������Ȃ�������Ȃ��Ƃ������Ƃ������Ă��܂��B���̂悤�ȃX�R�A�ɂ��`�F�b�N�́A���̔ώG����������ł͌h������₷���Ƃ���ŁA�Ǝ��̎Г����挟������������Ă����Ƃł́A�����̈ڍs���[����K�p���Ă����Ƃ͈ӊO�Ə��Ȃ��̂ł͂Ȃ��ł��傤���B
�i10�jJISZ9015-1���g�p���邽�߂̏���
�����̊��ݒ肷�邽�߂ɂ́A���挟���̊��ݒ肵�āA�K�ȎГ������K�i�ɂƂ��Ƃ����ނ��Ƃ����߂��܂��B���̏ꍇ�̋K�蒆�̗v�������ɂ��āAJISZ9015-0�ł́A�ȉ��̒ʂ�܂Ƃ߂��Ă��܂��B
�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q
a) ���̐��i�Ɋւ��錟���y��/�܂��͎����̊e�v�������́A�v���l�̌`�ŕ\������B���������������������\�Ȃ�A�v�ʒl���挟�����g�����ǂ��������߂�K�v������B
���j�e�v�������́A���̂悤�ȗv�f�����邱�Ƃ��]�܂����B
�P�j���i�̃A�C�e��
�Q�j�K�p�ł���ꍇ�ɂ́A�����̃N���X����
�R�j�e�s�K���ɑ��Čʂ�AQL��^���邩�ǂ����A�܂��̓O���[�v�ɂ܂Ƃ߂邩�ǂ���
�@�i�܂Ƃ߂�Ȃ�ǂ������O���[�v�ɂ��邩�j
�S�j�e�s�K���܂��͕s�K���̃O���[�v�ɗv������AQL
�T�j�e�s�K���܂��͕s�K���̃O���[�v�ɗv�����錟������
�U�j�ŏ��ɂȂ����A���������܂��͂�邢�����̂����ǂ��K�p���邩
�V�j���b�g�T�C�Y�ɉ������������邩�ǂ���
�W�j��邢�����͎g�p���Ă悢���ǂ���
�X�j������������~�ɂȂ����牽�����邱�Ƃ��]�܂�����
10�j���������҂̎w��@
�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q
�����������҂Ƃ́A�����҂̕i������A�w���҂̌�������A�����̌����@�ւ̂��Ƃł��B
�|�C���g���ẮA1�̐��i�ɂ����āA�����̕i�������̕]�����܂ޏꍇ�A���̏d�v���ɉ����āA������AQL���Đݒ肷�邱�Ƃ��ł���_�ł��B
���i�̕i����d�v�ȓ����̏ꍇ�́A�������ݒ肵�A����قlje�����傫���Ȃ��i�������Ɋւ��ẮA��邭�ݒ肷�邱�Ƃ��ł��܂��B�Ⴆ�A���i�̊j�ƂȂ�d�C�I�ȓ����́A�������ݒ肵�A�i���v���̏��Ȃ��O�Ϗ�̌��_�ɂ��ẮA��邭�ݒ肵�āA�����̊ɋ}�����邱�Ƃ��\�Ȃ̂Ŏ����ɉ����Ďg�������Ă����Ƃ������ł��B
�i11�j�s���i���b�g�̏��u
���Y���b�g�����挟���̌��ʁA���i�����������A�s���i�ɂȂ����ꍇ�ǂ̂悤�ȏ��u���Ƃ�悢�ł��傤���B����҂̗���Ŏ�������������i���s���i�ƂȂ����ꍇ�ɂ́A���Y�҂ɑ��āA�i���_��ɂ��ƂÂ��A���̂悤�ȏ��u�������Ȃ��̂���ʓI�ł��B
�E�s���i���b�g�̕ԋp�E��[�ƑS�������@
�E���̐��Y���b�g�ɑ���s�lje���͈͂̊m�F
�E�ڋq�̏�������ŁA�ԋp�i�̑I�ʁA�蒼���̎��{�A�s�Ǖi�̔p��
�@���ԋp�蒼���̎��Ԃ��Ȃ��ꍇ�́A���q�l��ł̌����Ƒ��[���K�v�ȏꍇ������
�E���Y�҂֍Ē�o����ۂ̑I�ʕi���b�g�ł��邱�Ƃ̖����Ɣ[���̘A��
����ɁA���̐��i�ɑ��Ẳ��P��ƌ��ʂ̊m�F�̂��߁A
�lj��Ŏ��{�������ꂽ���̔[���������Ă��邩�v�������̒�o��
�K�v�ɂȂ�ꍇ������ł��傤�B
����́AAQL�ɂ�锲�挟���̍l�����Ɗ��p���邽�߂̔��挟���\�����Љ�܂����B
���ۓI�ȃr�W�l�X�������钆�ŁA�q�ϓI�Ȕ�����茟�������𗝉����āA
�݂Ȃ���̕i���ۏɂ��܂����p���Ă���������A�K���ł��B
�y�֘A�L���z
�E�����Ŏg���锲�挟���Ƃ́H
�E�����ŕi���͏オ��Ȃ��I�H
�E�o�ג�~�Ƃ́H
�E�H���\�͎w��Cpk�ƕs�Ǘ��̊W�Ƃ́H
����ɂ��́B
���ɎQ�l�ɂȂ�T�C�g�ł��B�������p�����Ă��������Ă���܂��B���肪�Ƃ��������܂��B
���������x���Ȃ���A�d���_�A�y���_�ł��ꂼ��AQL��ݒ肵���ۂ̃T���v�����AAc/Re�ɂ��Ă�����������ƍK���ł��B
�Ⴆ�Έ�̐��i�ɑ��āA�d���_��AQL0.65�A�y���_��AQL2.5�ɐݒ肵���Ƃ��܂��B�i�ʏ팟�������U�j
���b�g�T�C�Y��200�������ꍇ�́A�T���v���������uG�v�ɂȂ�܂��B
AQL0.65�́��ɏ]���ăT���v���T�C�Yn=20�AAc0/Re1�ƂȂ��āAAQL2.5��n=32�AAc2/Re3�ɂȂ�Ǝv���܂��B
�����͏�L�T���v�����̌������s�����A�T���v�����̑���AQL�ɕ����ăT���v�����AAc/Re���������鎖�ɂȂ邩�Ǝv���܂��B
�����Ă������������_�́A��҂̏ꍇ�ł��B
�ɂ�AQL�ɕ�����n=32�Ƃ����ꍇ�AAQL0.65��Ac/Re�͉��ɏ]���X�����̂ł��傤���H
����Ƃ����̂����͊Ԉ���Ă���̂ł��傤���H
�i���Ǘ��������̋L���������������肪�Ƃ��������܂��B
�i���Ǘ��������@������ł��B
�d���_�A�y���_�ł̌ʂ�AQL�̐ݒ�ɂ��ẮA
���܂�����Ō������܂��A
AQL�́A��舵�����i�ɋ��߂���i����H�������̏��l��������ŁA�ʂɐݒ肷�邱�Ƃ���Ȃ̂ŁA
��T�ɂǂ̂悤�Ȋ���悢���́A�s�x�������邱�Ƃ��K�v�ɂȂ�܂��B
���L�̂悤�ɁA���R�[����̏o�����̂킩��₷�����������܂��̂ŁA�Q�l�ɂȂ�̂ł͂Ȃ��ł��傤���B
�����R�[ �d��IC�W���d�l�̕i���ۏ،����d�l P2��
http://www.ricoh.co.jp/LSI/product_power/info/qa-j.pdf
�敪�@�@�@�������ځ@�@AQL
�d�C�����@�d���_�@�@�@0.065��
�@�@�@�@�@�y���_�@�@�@0.15��
�O�ρ@�@�@�d���_�@�@�@0.25��
�@�@�@�@�@�y���_�@�@�@0.65��
���P�@�d�C�����̏d���_�Ƃ́A�f���E�Z�����Ƃ���B
���Q�@AQL�\���FANSI/ASQC Z1.4-1993�����@��������F�����U�i�~����1���
�������A�������Ă͂����Ȃ��d���_��AQL�͌�������ƂȂ邽�߁A
�d���_AQL���y���_AQL�@�Ƃ����W���ɂȂ�܂��B
�����̊�Ƃł́A�d���_��y���_�Ƃ������_�̒��x�ɂ���āA
AQL��ݒ肷������A���L�̂悤�Ɍ������ڕʂ�AQL��ݒ肷�邩�A��萔�ʂ̔�����萔���Г���Ƃ��Đݒ肵�āA���挟�������{���Ă���ꍇ���������Ǝv���܂��B
�@�O�ρ@�A�d�C�����@�B�ڒ����x�@�C�E�E�E
�Ƃ�������ɁA���ڕʂɐݒ肵�āA�K�v�Ȑ��ʂ挟�����܂��B���b�g�T�C�Y�ɉ���������������萔�̈ꗗ�\��������̕ǂɑ傫��������Čf�����Ă����̂��������߂ł��B
�����̍H��ł́Appm�̕s�Ǘ���B�����邽�߁A
���܂��܂Ȍ������ڂ��H���őS���������Ă��邱�Ƃ������A
�o�����ł̌����̈ʒu�Â����H�������̎��Ԃɍ��킹�Đݒ肵�Ă���ꍇ���������Ǝv���܂��B
�����₢�������悤�ɁA�d���_�ƌy���_��2��AQL���g�p����̂ł���A
���̍��ڂ��ƂɕK�v�ȃT���v�����̌��������ꂼ��s���̂��ʏ�̗���ł��B
�Q��AQL�̔��搔�ʂ��Ӑ}�I�ɂ��킹��Ƃ������Ƃ́A
�d���_�ƌy���_�Ōʂɐݒ肵��AQL�ƁA����ɂ���ĎZ�o�����K�Ȕ��搔�ƍ��۔������Z�o����AQL���̂̍l�������炸��Ă��܂��܂��B
�����A�T���v�����ꂳ����̂ł���A�i���ۏ̗��ꂩ��A������AQL�ɂ��킹�āA�������ݒ肷��̂��悢��������܂���ˁB
�����J�ɉ����A���肪�Ƃ��������܂��B
���ɎQ�l�ɂȂ�܂����B�������`�p�k�ɍ��킹�Ċ�ݒ肷������Ō������Ă݂܂��B
�����炱���A���Ԏ����肪�Ƃ��������܂��B
AQL�̐ݒ�ɂ��āA�����ł��A
�Q�l�ɂȂ邱�Ƃ�������ꂵ������ł��B
�i���Ǘ��������@������
�����́A�͂��߂܂��āB
JIS90151�Ɋ�Â�AQL�ɂ�锲�挟���ɂ��Čg���@�����
��ϋ����[���A�q�������Ē����܂����B
�����̌������ƐؑփX�R�A�̕ێ��P�ʂɂ��āA�����������₪����A
�����Ă���������K���ł��B
�P�̐��i�i���b�g�j�ɑ��āA�����̌������ځi�O�ρA���@�A�ϋv�Ȃǁj�������A
���̌������ڂ��Ƃ�AQL���ʁX�ɐݒ肳��Ă���ꍇ�A
�����̌������́A
�@�������ڂ��Ƃɕێ�����ׂ��ł��傤���H
�A����Ƃ����i�i���b�g�j�ɑ��ĂP�̌�������ێ�����ׂ��ł��傤���H
�F�X�Ȍ����d�l���Q�Ƃ��Ă���ƁA�A�������A
�����̌������́A���i�ɑ��ĂP�i�������ڂœ���j�Ƃ��Ă���悤�Ɏv���܂��B
���̏ꍇ�A�������̐ؑ֎��Ɏg�p���鍇�i�^�s���i�̒P�ʂ�
���i�i���b�g�j�P�ʂƂȂ�Ǝv���̂ł����A
AQL�͌������ڂ��Ƃɕێ����Ă���̂ŁA���i�i���b�g�j�̍��i�^�s���i��
�e�������ڂ̍��ۂɊ�Â��āA�l�������I�ɔ��f����`�ɂȂ�̂ł��傤���H
�܂��A�̏ꍇ�A�ؑփX�R�A�̌v�Z�i�P������j�Ŏg�p����u���i������v��
�ǂ̂悤�̌��肷��悢����������Ȃ��ł��B
AQL���������ڂ��Ƃɕێ������ꍇ�A���i��������������ڂ��ƂɈقȂ�P�[�X����������̂ŁA
���i������i�i���b�g�j�ɑ��ĂP�Ɍ��߂��Ȃ��悤�Ɏv���܂��B
���₪�����A���݂܂���B
���Ƃ��ẮA�@���������̂ł͂Ȃ����ƍl���Ă���̂ł����A
���ӌ�����������K���ł��B
�͂��߂܂���
�i���Ǘ�������������ł��B
�i�P�j�����̌������̐ݒ�ɂ���
���P�̐��i�i���b�g�j�ɑ��āA�����̌������ځi�O�ρA���@�A�ϋv�Ȃǁj�������A
�����̌������ڂ��Ƃ�AQL���ʁX�ɐݒ肳��Ă���ꍇ�A
�������̌������́A
���@�������ڂ��Ƃɕێ�����ׂ��ł��傤���H
���A����Ƃ����i�i���b�g�j�ɑ��ĂP�̌�������ێ�����ׂ��ł��傤���H
�������ڂ��Ƃ�AQL��ݒ肷��ꍇ�ł��A�����̌������́A
���i�i���b�g�j�ɑ��āA�ЂƂ̌������ŊǗ�����悢���Ǝv���܂��B
AQL ��QL�iQuality Level�j�́A�ڕW�ɂȂ�u�i�������v�ł��̂ŁA
�ǂ̓������ڂ���茵�����i�������Ń`�F�b�N���邩�́A�i������QL�̒����ɂ�菉���ݒ肵�܂��B
�����̌������́A���̕i����������E�����ꍇ�ɁA��茵�����A�����āA���肵�Ă���ꍇ�ɂ́A���e���ĊǗ����邽�߂̑[�u�Ƃ��āA�����̌�������ύX���Ă������߂Ɋ��p����̂��K�ł͂Ȃ��ł��傤���B
�i�Q�jAQL�̔���
���������̐ؑ֎��Ɏg�p���鍇�i�^�s���i�̒P�ʂ�
�����i�i���b�g�j�P�ʂƂȂ�Ǝv���̂ł����A
��AQL�͌������ڂ��Ƃɕێ����Ă���̂ŁA���i�i���b�g�j�̍��i�^�s���i��
���e�������ڂ̍��ۂɊ�Â��āA�l�������I�ɔ��f����`�ɂȂ�̂ł��傤���H
�������ڂ��Ƃɂ��ꂼ��̊�Ɋ�Â��āA������s���܂�������قǓ���l���Ȃ��Ă����v�ł��B
�ЂƂ̓�������������ꍇ�Ɠ����悤�ɁA�����̓����̏ꍇ�ł��A���i�����Ac�ȓ��ł�����i�A�s���i�����Re�ȏ�ł���Εs���i�ł��B
�����̓����̒��ŁA�ЂƂ̓������ڂɂ�����肪����A���̑������i�ł��A�������A�i���s�ǂɂ��Ȃ���Ȃ�܂���̂ŁANG�ƂȂ�܂��̂ŁA����́A�V���v���ɍl����̂��������߂ł��ˁB
�i�R�j��ւ��X�R�A�̌v�Z�ɂ���
���ؑփX�R�A�̌v�Z�i�P������j�Ŏg�p����u���i������v��
���ǂ̂悤�̌��肷��悢����������Ȃ��ł��B
��AQL���������ڂ��Ƃɕێ������ꍇ�A���i��������������ڂ��Ƃ�
���قȂ�P�[�X����������̂ŁA
�����i������i�i���b�g�j�ɑ��ĂP�Ɍ��߂��Ȃ��悤�Ɏv���܂��B
�������قȂ�AQL�̊�ł����i������������ɂȂ�ꍇ������܂����A�������ɁA�قȂ�AQL��ݒ肵���ꍇ�́A�v������i���������قȂ邽�߁A���i��������قȂ邱�Ƃ́A����āA���p���Ȃ���Ȃ�܂���B
�������Ƃ�AQL�̐ݒ��ς���Ƃ������Ƃ́A���̗v���������ω����邱�ƁA��������ω����邱�ƁA�Ǘ�����蕡�G�ɂȂ邱�Ƃ��Ӗ����Ă��܂��B�����������ɂȂ�Ɨ������ނ��������Ȃ�A����ł̎����^�p������܂肨�����߂ł��܂���B
GO����̂悤�ɂ�������Ɣ��挟���ɂ��ė�������āA�[���������Ă�����ΐS�z����܂��A�����ł͑����̃����o�[�����p���邽�߁A���_�Ǝ����̂͂��܂ł̍H�v���K�v��������܂���ˁB
�i���Ǘ��������@������
�����́B
�����J�ȉA���肪�Ƃ��������܂��B
�����̌������́A���i�i���b�g�j���ƂɊǗ���������ǂ��݂����ł��ˁB
��������ƁA��͂�ؑփX�R�A�̌v�Z���@�ŔY��ł��܂��܂��B
�����̌������i�i���b�g�j���ƂɊǗ������ꍇ�A
�ؑփX�R�A�̌v�Z�͐��i�i���b�g�j�̍��ۂɑ��ĂP��ɂȂ�Ǝv���܂��B
�i�������ڂ��Ƃ̍��ۂɑ��āA���x�A�v�Z�����Z�͂��Ȃ��Ǝv���Ă��܂��j
AQL���������ڂ��ƂɊǗ����A
���i�i���b�g�j�ɑ��Ă͓����AQL��ێ����Ȃ��ꍇ�A
�ؑփX�R�A�̌v�Z���Ɏg�p���鍇�i������͂ǂ̂悤�Ɍ��肷��ׂ��ł��傤���B
���i��������e�������ڂœ����ɂȂ�悤�AAQL��ݒ肵�A
���̊e�������ڂœ��ꂳ�ꂽ���i��������A���i�i���b�g�j�ɑ��Ă�
�K�p����̂��]�܂����̂ł��傤���H
�i���Ǘ��������@������ł��B
AQL�̐�ւ��X�R�A�́A���i���b�g�ō��۔��肳��܂����A
�����̓����ŃN���X�킯�����Ƃ��̑Ή��ɂ��āA
���߂�JIS�K�i���m�F���܂����̂ŁA���Q�l�ɂȂ�K���ł��B
�i�P�jJISZ9015-0��2.14.3�u�s�K���̃N���X�����v�ł͉��L�̋L�ڂ�����A
�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q
2.14.3�@�s�K���̃N���X����
�`
������̕i����2�ȏ�̕s�K���������āA���̕s�K�����قȂ�N���X�̂��̂������ꍇ�ɂ́A���������̃N���X�̕s�K���i1�Ɛ�����B
�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q
�����̕i�������ňقȂ�AQL�̏ꍇ�ɂ́A��茵������̍��ۂ̔��茋�ʂ��\�Ƃ��āA���i���b�g���Ƃɐ�ւ��X�R�A��~�ς��A��邢�����ւ̈ڍs������悢�ƍl���Ă���܂������A�lj��ʼn��L��JIS�K�i�ŕ����I�ȋL�ڂ�����܂����̂ŁA���Q�l�ɂ��Ē�����K���ł��B
���L�̉��߂ɊY������A����GO���A�u�@�������ڂ��ƂɌ�������ێ�����v�Ƃ����l���ɓK�����邩�Ǝv���܂��B
�i�Q�jJISZ9015-1�́u9.2�����̌p���v�ł́A���L�̋L�ڂ�����܂��B
�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q
9.2�@�����̌p�� �ؑւ��菇�Ō����̐ؑւ����K�v�ɂȂ����ꍇ�������A�g�p���̂Ȃ����A�����������͂�邢�����������������̃��b�g�ɑ��Ă��g�p����B�ؑւ��菇�͕s�K�����͕s�K���i�̊e�N���X�ɑ��ēƗ��ɓK�p����B
�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q
�N���X�Ƃ́A�ЂƂ̐��i�ɑ��āA�����̕i������������A���ꂪ�A�s�K���̏d�含�ɂ���Ă킯���ꂽ�敪�ł��̂ŁA���ꂼ��̓������Ƃ�AQL���ʂɐݒ肵���ꍇ�A�ʂ̐�ւ��X�R�A�\�����Ă������Ƃ����߂���Ɖ��߂ł��܂��B
�iJISZ9015-1 �u3.1.5�s�K���v�̍��ڂł́A�N���X�����̒�`���Q�l�ɂȂ�܂��B�j
�܂��AJISZ9015-0 3.3�@�s�K���y�ѕs�K���i�̃N���X�����ł́A�N���X�����̍��ڂɂ��Ă��A��16�Ɨ�17�Ɨ�18��2�̃N���X�������̌����̎���Ǝ��ۂ̂Ȃ݁̂��������̃��b�g�ڍs�����������L�^�V�[�g��i�\�S�j���Љ��Ă���A�^�p��̃q���g�ɂȂ�̂ł͂Ȃ��ł��傤���B
����ɁAJISZ9015-0 3.15��邢�����@�ł́A�\�X�@��ւ��X�R�A���̔��挟�����ʕ\���Љ��Ă���A�����L�^�V�[�g�̎Q�l�ɂȂ�܂��B
JIS HP�̌�����JISZ9015-0��JISZ9015-1���������邩�AJISZ9015�̃L�[���[�h��Google��������ƁAJIS�̌������ʼn{���\�ł��̂ŁA���Ђ��肾������̏�܂��������������ɂȂ邱�Ƃ��������߂������܂��B
�����ɉ����āAAQL�̐ݒ��ς��āA��肫�т������۔����̌����Ƃ�邢���۔����ł̌������ڂ�ݒ肷��{���̖ړI���l������A���ꂼ��̓������ځi����j�Ő�ւ������{���Ă������Ƃ̕K�v���������ł��܂��B
�������A�Ӑ}�I�ɍ��i���������v����悤��AQL��ݒ肷�邱�Ƃ��ł��邩������܂��A����ڎw�����i�������̐ݒ肩�A����������AQL�̍l�������̂��Ԃ�Ă��܂�Ȃ��悤�ɒ��ӂ��K�v�Ƃ�����̂ł͂Ȃ��ł��傤���B
�܂��A�����ł���u30�̃X�R�A�v�ɂ��Ă��A�����ɒ��ڂ���K�v������܂��B
�^�p��A���i�������0��1�̎��ɂ́A���b�g���i�Ȃ�A��ւ��X�R�A�{�Q�A���b�g�s���i�Ȃ�A0�ɃN���A����܂��B���̍��i������̂܂ܔ��挟�����p�����{���ꂽ�ꍇ�A��ւ����̊�ł���30�̃X�R�A�ɓ��B���邽�߂ɂ́A�Œ�ł��A��15���b�g���i�Ƃ���������B�����邱�Ƃ��K�v�ɂȂ�܂��B
�܂�A��ւ��X�R�A�̍��i��������l����Ƃ������Ƃ́A�A���������b�g���i�����������x�ł���悢�����l���邱�ƂɂȂ���܂��B����́A�e�Ђ̌ʂ̐��i�i���ƍ������i�o�ϐ��j�ɑ���l�����ɂ��ւ�邱�Ƃł��̂ŁA�A�������b�g���i��������A���������邭���Ă��悢�ƈꗥ�Ɍ��������̂ł͂Ȃ����߁A���̐�ւ��X�R�A�̍X�Ȃ�����Ƃ��āA�ʂ̐��i���������āA�@���Y�̈��萫�ƇA�����҂̏��F�̂Q���ڂ������Ă��܂��B
��ւ��X�R�A�́A�Ȃ��������邢�����ւ̌����ɘa�ւ̂ЂƂ̏����Ƃ��ēK�p����܂����A�e�ՂɌ����̏������ɘa����Ȃ��悤�ɁA��ւ��X�R�A�ӊO�ɂ��A�@���Y�̈��萫�ƇA�����҂̏��F�̂Q���K�v�ɂȂ��Ă��邱�Ƃ���ȃ|�C���g�ł��B
�����A�͂��߂��猠���҂̏��F�����{���Ȃ����ƂɑO��ɂ���A��邢�������̂��̂Ɉڍs���邱�Ƃ͂Ȃ��A��ւ��X�R�A�̕������̂����������Ǘ����\�ɂȂ�܂��ˁB
��邢�����̏ꍇ�́A����҂̊댯���������Ƃ�����A�i���ۏ̗��ꂩ��A�����ł͌����œK�p����Ă��邱�Ƃ����������L�������܂肠��܂���B��͂������̊Ǘ��̔ώG���ɂ�闝�R����h������₷�����[���Ƃ�����̂ł͂Ȃ��ł��傤���B
�ȏ�AJIS�K�i�̊Y���������A�i���Ǘ��������Ȃ�ɍēx�A���߂������܂����B
JIS�K�i�̏\���Ӑ}�����ݎ��Ă��邩�͒f���ł��܂��AGO����̌����v�̏����ł��̃q���g�ɂȂ�A�K���ł��B
�����́B
�����肪�Ƃ��������܂��B
��ώQ�l�ɂȂ�܂����B
�����������A���܂ŔY��ł������Ƃ���������Ɖ�������܂����B
�{���Ɋ��ӂ������܂��B
JISZ9015-01�ɂ��ẮA�ȒP�ɂ����ڂ�ʂ��Ă��Ȃ��������߁A
����A���߂ēǂݒ����܂����B
��������Q�l�ɂ��Ȃ���A���悢�i����̂�����ɂ��āA
����ɍl���Ă��������Ǝv���܂��B
�{���ɂ��肪�Ƃ��������܂��B
���挟���̋^�₪�A��������������ꂽ�Ƃ������Ƃł��ꂵ������ł��B
������A�����ɖ𗧂i���̍l�����@�����Љ�ł���K���ł��B
�i���Ǘ��������@������
������茟��JIS9015�ɋL�ڂ���Ă���
�\2,3�i�唲��\�j��
�@�����^�C�g�����i�i�������i�`�p�k�j�̉��ɂ���s�Ǘ��H0.01����n�܂���15�A25�E�E�E1000
�܂ł���܂��B��15�̂Ƃ���ő���������������Ă��܂��B15�E�E�E1000�A���̐����͉��Ȃ̂ł��傤���H
�i���Ǘ��������@������ł��B
JISZ9015-1�ɂ����āAAQL��Acceptance quality limit���i�i�����E�ł��B
AQL�́A���i�i�����̂��̂ł͂Ȃ��A
�����܂ŕi���w�W�Ƃ��āA�ݒ肵�Ċ��p�������̂ł��B
3.1.26���i�i�����E�́A���̂悤�ɒ�`����Ă��܂��B
�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q
�p�����ĘA���̃��b�g�����挟���ɒ�o�����Ƃ���
���e�����H�����ς̏���̕i�������B
�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q
���܂蕷���Ȃ�Ȃ����Ƃł���u�H�����ρv�ɂ��ẮA
3.1.25�H�����ςŎ��̂悤�ɒ�`����Ă��܂��B
�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q
�K�肳�ꂽ���Ԗ��͐��Y�ʂɑ��镽�ϓI�H�������B
���l�@���̋K�i�ł́A�H�����ς̓p�[�Z���g�s�K��������
100�A�C�e��������̕s�K�����ŕ\�����i�������ŁA
�H�������v�I�Ǘ���Ԃɂ���悤�Ȋ��Ԃɑ�����̂ł���B
�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q
����Ɂu�p�[�Z���g�s�K���i���v�́A�T���v�����̕s�K���i����
�T���v�����O���ł���āA�v�Z����100�{�������̂ł��B
�܂��A3.1.26�̔��l�����ł́A���̂悤�Ȑ������Љ��Ă��܂��B
�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q
2�@AQL���������i���̃��b�g�����Ȃ荂���m���ō��i
�ƂȂ邪�AAQL�̖����͂��ꂪ�̂��܂����i�������ł��邱�Ƃ�
�Ӗ����Ȃ��B�����������A���挟���̒��~�̃��[�����܂�
���̋K�i�ŋK�肷�锲�挟���X�L�[���́A�����҂����
AQL�����悢�H�����ς��ێ�����悤�ɍl�����Đv����Ă���B
�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q
AQL�̐ݒ�́A�����܂Ŕ��挟���̎d�g�݂̒��ʼn^�p�����i���w�W�ł���A
�i���ڕW�Ɠ����l��ݒ肷����̂ł͂Ȃ��Ƃ������Ƃł��B
�i���ڕW�́AAQL�����A�����ƍ����i���w�W�Ƃ��Đݒ肳��邽�߁A
�����܂�AQL�́A��肪����A��肫�������Ɉڍs���āA
�ŏI�I�ɂ͌�����~�Ɏ���A
�i�������P����܂ŃX�g�b�v���Ă��܂�
�d�g�̒��œK�p�����w�W�Ƃ������Ƃł��B
�����āA12�⑫���ł́A�H�����ςɂ���
����Ɏ��̂悤�ȕ⑫���L�ڂ���Ă��܂��B
�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q
�H�����ς́A�����҂ɂ���ď������̂��߂ɒ�o���ꂽ
���i�̃T���v�����̃p�[�Z���g�s�K�����̕��ϒl����
100�P�ʓ�����̕s�K���̕��ϒl�i�����ꂩ�K�p�ł�����j����A
�������A�����̓r���ł�������Ȃ��ꍇ�ɐ��肳���B
�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q
���ۂ̐��i�̏����m�F�̌��ʂ��ӂ܂��āA
�H�����ς�c������Ƃ������ƂɂȂ�܂��B
�H���ł́AAQL��������ɍ����i���ڕW��ڎw���A
���P���p���I�ɐi�߂邱�Ƃ����߂��܂��B
�P�ɐ��i���AAQL�ɓK�����Ă��邩��Ƃ����āA
�킸���ȕs�ǂ��݂̂����Ă悢�킯�ł͂���܂���B
���P�̎���x�߂Ă悢���Ƃ�
�ؖ�������̂ł͂���܂���̂ʼn��ߏ�̒��ӂ��K�v�ł��B
�C�O�̃��[�J�[����Ƃ̎���ł́A���ۓI�ȋ��ʃ��[���Ƃ��āA
AQL��ݒ肵�Č������邱�Ƃ��������̂ł����A
���̔F���̃Y��������ƁA�������炢�̕s�ǂ������Ă�
�d�����Ȃ��Ƃ����l���������Ď�������Ă����Ƃ�����܂�ɂ��܂��̂ŁA
�F�������߂Ă��炤���Ƃ��K�v�ȏꍇ������܂��ˁB
�ʏ�́A�s���i���ЂƂł�����ANG�ƂȂ�悤�ɁA
�i���ۏ����Ă����Ƃ������A
0/1���肪�ł���AQL��ݒ肷��̂��������߂ł��B
���̑��A������ɂ���܂����唲��\�̑����ɂ��ẮA
�ǂ̕����̂��Ƃ��킩��܂���ł������A
��L��AQL�ɂ��āA�X����̃q���g�ɂȂ�K���ł��B
��������l���܂��B���}������܂ŁB
�lj����₠���낵�����肢���܂��B
AQL�ȊO�̕i���̎����ɂ��܂��Ă��A
�݂Ȃ���Ƃ�������ɍl���Ă�����Ǝv���܂��̂ŁA���d���ł�����̂��Ƃ�����܂�����A�C�y�ɃR�����g����������K���ł��B
�i���Ǘ��������@������
�`�p�k�̖{���I�ȂƂ���͂悭�����ł��܂����B
���܂�������Ȃ��̂��A
���P�O�O�A�C�e��������̕s�K���i�̐����̂�����ł��B
�@100�A�C�e���i�P�ʁj�Ƃ����̂���̓I�ɂǂ������H���i���i�j�œK�p�����̂ł����H
�i���Ǘ��������@������ł��B
�p�[�Z���g�s�K������100�A�C�e��������̕s�K�����̈Ⴂ�ɉ��߂̃q���g������܂��B
���L��JISZ9015-0�̐����L�ڂɂ��A�K�p���@�̈Ⴂ���悭�����ł��邩�Ǝv���܂��B
JISZ9015-0�@P11 ���
�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q
2.14�@�s�K���y�ѕs�K���i
2.14.1�@�K���̎��s
JIS Z 9015-1�y�� ISO 8422 �̖ړI�ɑ��ẮA�K�肳�ꂽ�����l�A���@�A�����i�v���l�j�A���\�Ȃǂ̗v�������ɑ���K���̂ǂ�Ȏ��s����̕s�K����\���B��̕s�K���i�͈�ȏ�̕s�K�����܂�ł��邱�Ƃ�����B
�Ⴆ�A�{�[���y���������Ȃ��Ƃ����ꍇ���l����B�����Ȃ��Ƃ������Ƃ͈�̕s�K���ł���B���̃y���͕s�K���i�ł���B���̓����y���́A���ɂ����낢��ȓ_�ŁA�Ⴆ�A�F�A���@�ȂǂŁA�K��ɍ��v���Ȃ����Ƃ�����B����̕s�K���������Ă� 1 �̕s�K���i�Ɛ�����B
�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q
�܂�A��̐��i�̒��ɁA�ϐF�Ə��̂悤�ɕ����̕s�������悤�ȏꍇ�A
���i�Ƃ��ẮA�P�̕s�K���i�ł����A�s�K���̍��ڂ�2�ƂȂ�܂��B
�i����A2�̕s�K����1�̕s�K���ł́A�s�K���i�Ƃ������Ƃɂ����͂���܂��A
1�̕s�����2�A�R�E�E�E�Ƒ����Ȃ�ق����A�i����̖�肪�傫���Ȃ邱�Ƃ����O����܂��B
JISZ9015-0�̗�6�̎���Љ�ł́A�v�Z���܂߁A��肪�Љ��Ă��܂��B
�u500�̕i���ŁA480�K���i�ō��i�A15�́A1�̕s�K���A4��2�̕s�K���A1��3�̕s�K��������ꍇ�v
�v�Z��ǂ̂悤�ɂȂ�ł��傤���B
�@�p�[�Z���g�s�K�����̌v�Z�ł́A
P�i���j��D/N×100�@��20/500×100��4
D�F���b�g���̕s�K���i�̐��@N���b�g�T�C�Y
�A100�A�C�e��������̕s�K�����̌v�Z�ł́A
P�i100�A�C�e��������j��D/N×100���i15×1�{4×2�{1×3�j/500×100
��26/500×100��5.2
D�F���b�g���̕s�K���̐��@N���b�g�T�C�Y
���̂悤�ɁA���܂��܂Ȑ��i�ɓK�p�ł��邱�Ƃ������ł���̂ł͂Ȃ��ł��傤���B
��5�ł́A�������̃s���z�[�����̎��Ⴊ�Љ��Ă���A���ׂ��em�O2�i�A�C�e���j�̃s���z�[���̑����𐔂��A�i���́A�s���z�[��/�i100m�O2�j�ł���킷���Ƃ��Љ��Ă��܂��B
JISZ9015�ɂ́A���̑��A���挟���̃q���g���ӂ�ɋL�ڂ���Ă��܂��̂ŁA
�Q�l�ɂ��Ă݂Ă͂������ł��傤���B
100�P�ʂ̈Ӗ��킩��܂����B
��͂�i�h�r�X�O�P�T���悭�ǂޕK�v����ł��ˁB
�ق�Ƃ��ɂ��肪�Ƃ��������܂����B
�i���Ǘ��������@������ł��B
JISZ9015�̋K�i������ǂ�ł݂�Ǝd���̃q���g������ɂӂ���Ƃ������܂��̂ŁA�������߂ł��ˁI
�܂��A���Ђŗ������ӂ��߂����ꍇ�ɂ́A
���V��QC����u���X�@�T���v�����O�Ɣ��挟��
�@�i���{�K�i����s�@���ҁF�����m�ꂳ��j
���킩��₷���v�_���������Ă��܂��̂ł������߂ł��ˁB